I think I finally have the X axis installed. A travel marathon has slowed progress, as well as making basically every dumb mistake in the book. And boy do I need a mill.
I had attempted to use bits of extruded aluminum to frame up the DRO mountings. Nope. Not anywhere near stiff enough.
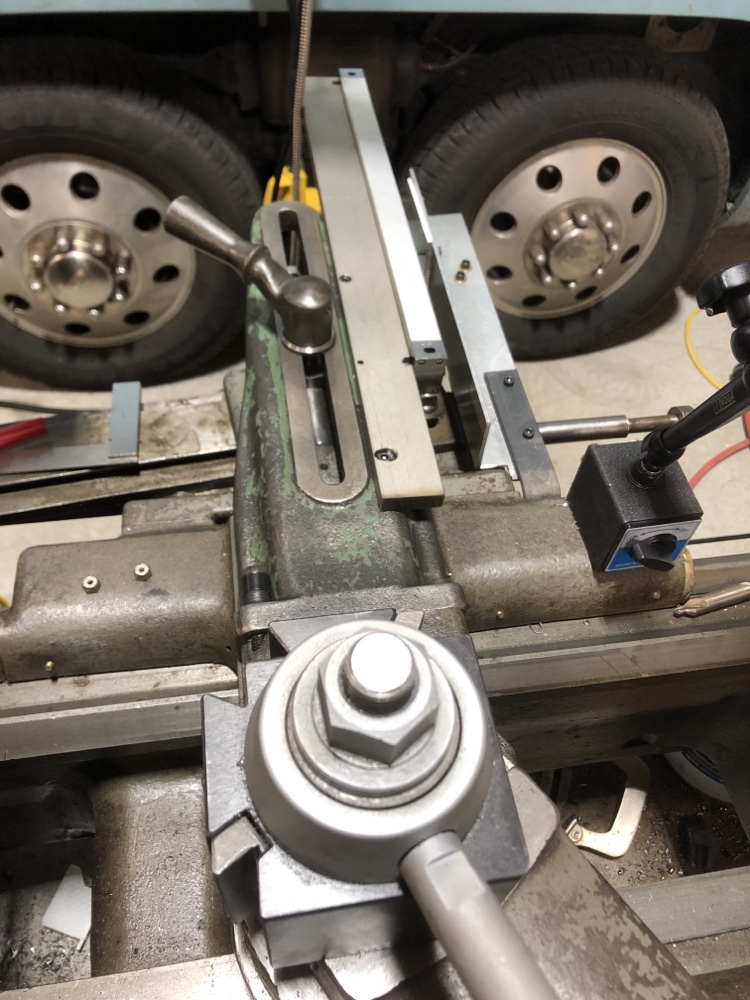
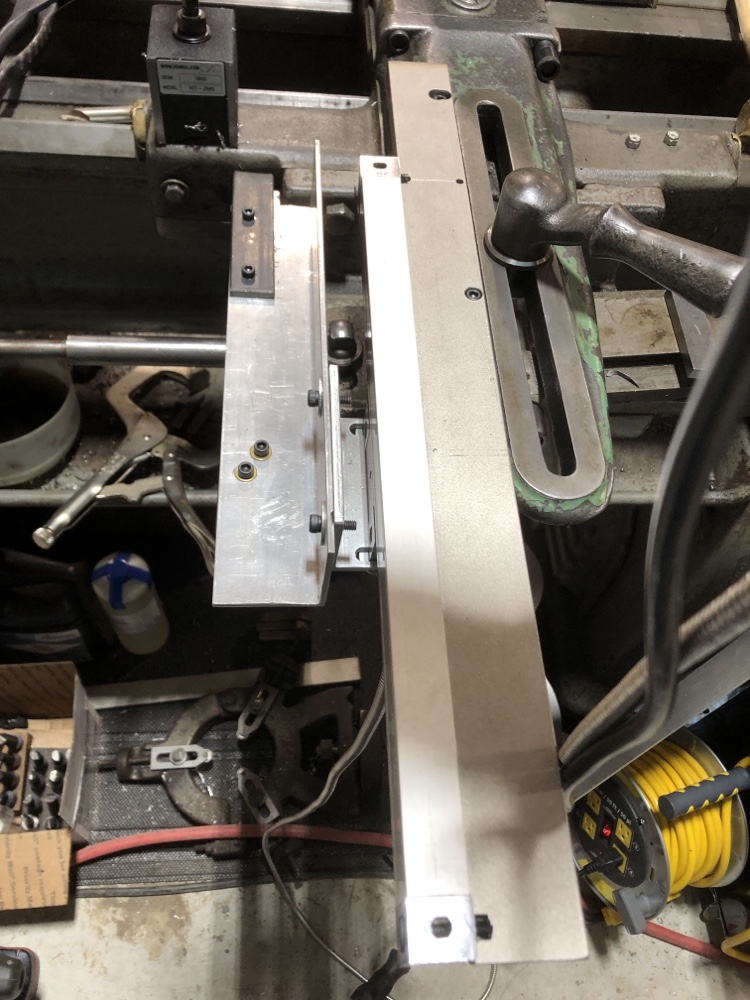
So I decided to bend up a piece of A36 flat bar (1/8 x 1-1/4) to make a hoop that the taper attachment can pass through, connected to an aluminum angle that gives it pretty good stiffness across the top. The hoop is screwed to the back of the carriage, and it hold the reader.
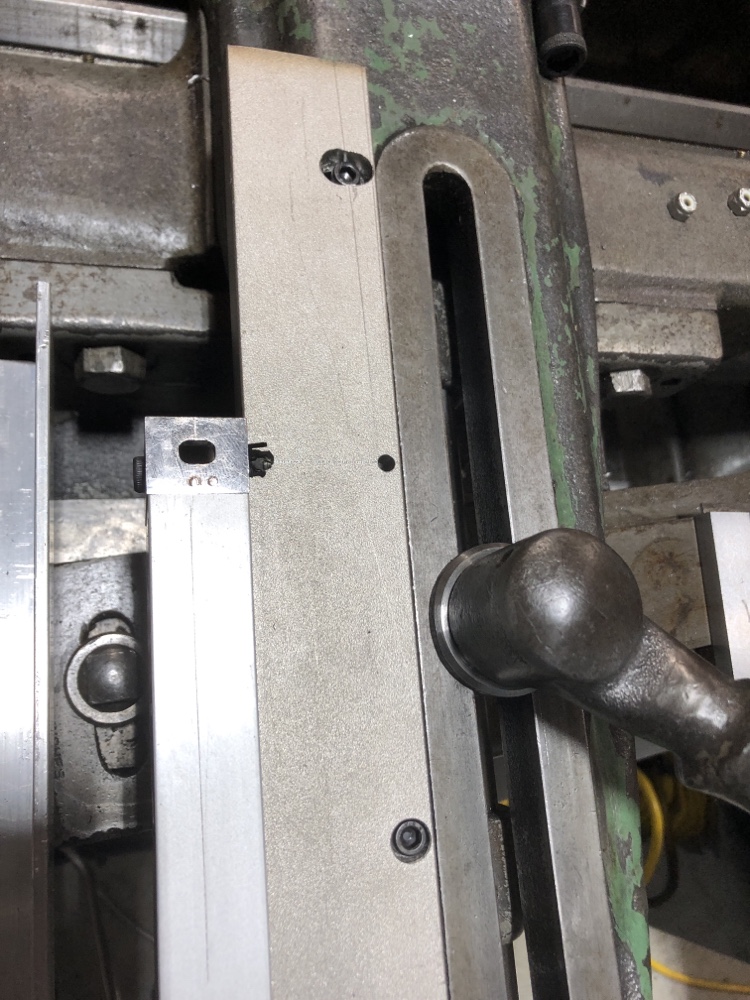
I tried about three different scale mounting schemes that were far too noodly until I remembered a couple of pieces of 1/2 x 1-1/2 stainless steel bar stock (hot-rolled 304) in the pile. It’s more than stiff enough. But what a pain to work with! I was able to drill and counterbore holes, one slotted, for 10-24 screws threaded into the taper attachment connecting bar, which positions the scale far enough back to avoid tailstock interference.
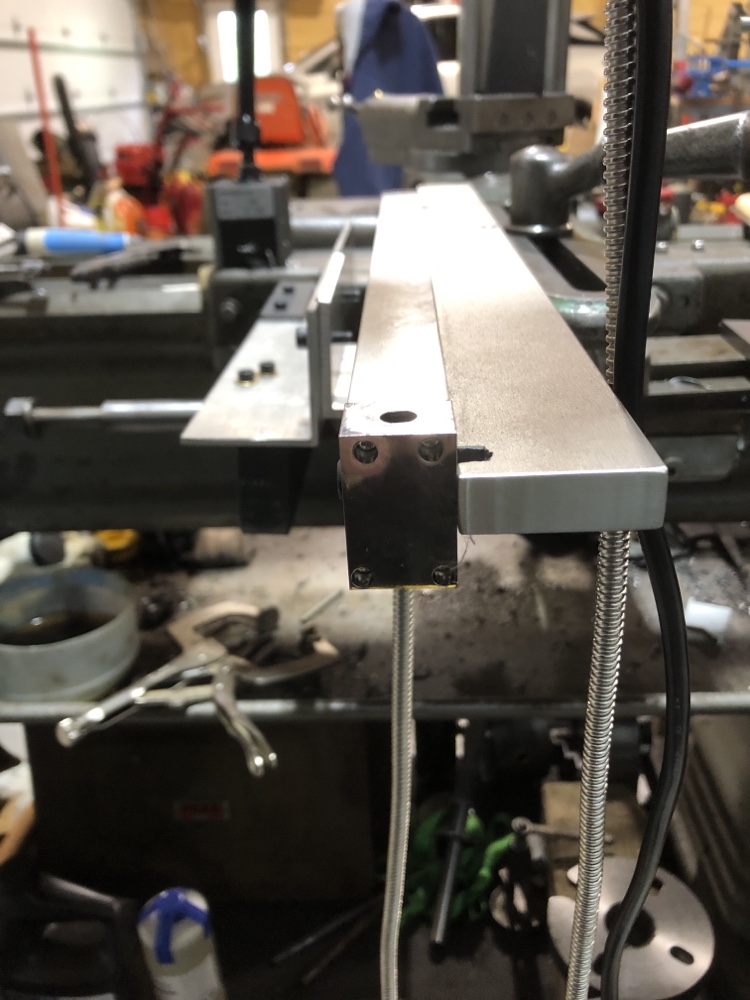
Tapping threads into the cast iron connecting bar was easy-peasy. Drilling and tapping 304 is the mother of all nightmares. I broke four drills and yes there is a hole with the shards of a tap in it that forced a slight repositioning of the scale. Horrible stuff that breaks cheap tools. But I bought a stock of US-made 4.2 mm drills from McMaster plus a a three-tap set of US-made metric 5x0.8 taps. Those worked to make the threaded holes I needed to anchor the scale using the supplied screws. So, there are the scars of mishaps but nothing that undermines rigidity or functionality.
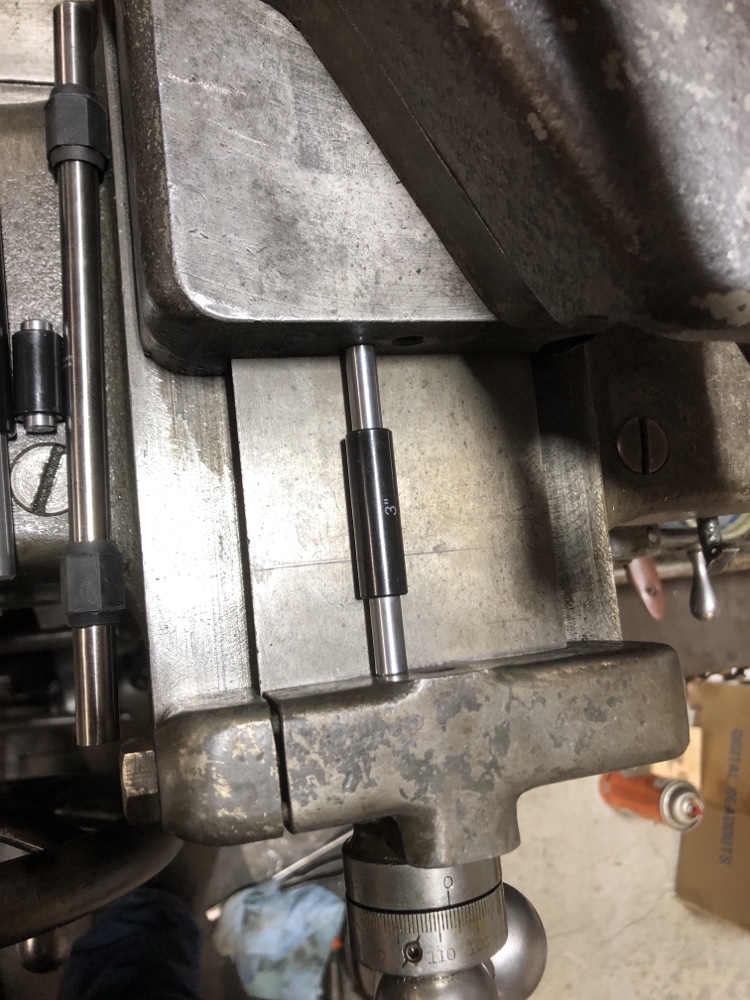
Adjusting the scale for minimum vertical runout exposed wear in my cross slide ways. I found the best average adjustment for the front half of the travel where the slide spends its time in turning operations. The slide travel on my 14-1/2” South Bend is 10” but a third of that puts the tool behind the spindle center—handy for the milling attachment but not for turning.
Calibration has been a tail-chasing exercise. No two inches of travel produce exactly the same readings. I used a thread stop on the cross slide dovetail as a measurement point after stoning a flat spot on it to use with micrometer standards. My gauge blocks were too difficult to line up consistently on the cast surface of the slide to read consistently. These disagree with the dial by 2-3 thou per inch, which is unacceptable. And my 2”-travel Mitutoyo dial indicator was worse than the screw dial. Mitu only claims 3 thou accuracy over two inches, but I don’t think mine is that good. I need to really inspect it on the surface plate. The micrometer standards ended up the best option for now.
But I’m at the point where 2” of travel in the usual turning range reads within a thou. Once it’s all done, I’ll recalibrate with turned stock that I’ve measured with a micrometer. Accuracy at the cutter is what counts.
With a mill I could have made prettier work of it to be sure. But I think what I have might work at least given the imperfections of a 78-year-old lathe.
I mounted the DRO on the back of the rear-mounted switch box, which seems to be a good choice for now.
Rick “hoping the Z axis is easier” Denney