- Joined
- Jul 6, 2022
- Messages
- 498
I recently started a thread about using an MT3 ER32 collet In the lathe and seeing a lot of runout. This thread went down a rabbit hole and ended up in identifying that my lathe has 0.08mm spindle runout. I thought I'd bring that thread back in to this one as it's now more about fixing the problem on the lathe rather than the MT3 ER32 collet that originally started that that thread (https://www.hobby-machinist.com/threads/mt3-collet-chuck-in-lathe-runout.104810/).
Here are a photo of measuring the runout in the spindle both internally and externally (|0.08mm which probably isn't clear in the pictures):

And the play in the spindle:


I used an MT3 tail stock alignment bar in the spindle to measure these results. I also had the indicators on the spindle and got pretty much the same measurement. This was able to be solved by tightening the cap on the back of the spindle.
This did not however fix the runout, so:

The spindle is now out on and on the bench ready for some testing.
I got some really good feedback in the other thread about measuring spindle runout and spindle play, but I'll only copy across the last few posts as they inform where I'm going here:
So that's where I'm going from here. Measure the spindle on the bench and see what I get.
Here are a photo of measuring the runout in the spindle both internally and externally (|0.08mm which probably isn't clear in the pictures):
And the play in the spindle:
I used an MT3 tail stock alignment bar in the spindle to measure these results. I also had the indicators on the spindle and got pretty much the same measurement. This was able to be solved by tightening the cap on the back of the spindle.
This did not however fix the runout, so:
The spindle is now out on and on the bench ready for some testing.
I got some really good feedback in the other thread about measuring spindle runout and spindle play, but I'll only copy across the last few posts as they inform where I'm going here:
The bearing on the picture is a trust bearing to absorb the axial forces. I assume you lathe has a bronze bearing, no ball bearing!
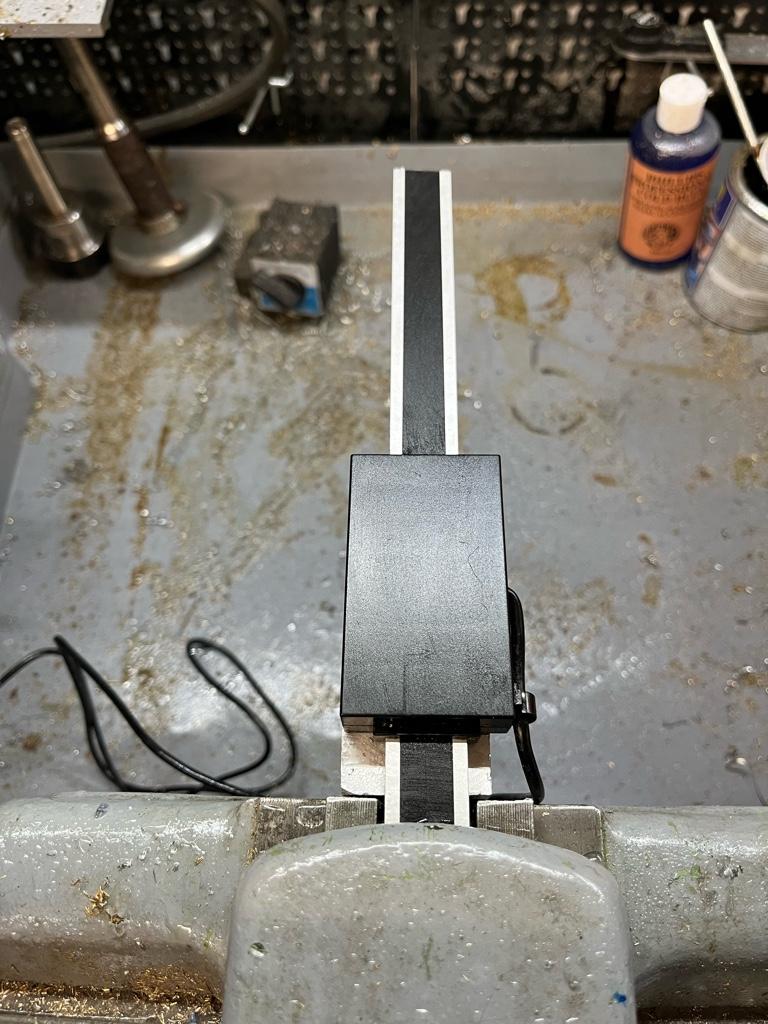
You can place the spindle on 2 V-blocks. Place the V-block at the bearing position. Put an indicator on top and turn the spindle by hand. There should be no run out.
If you don't have a v-block, measure the thickness of the shaft on multiple circular positions. It should be equal on all position.
To measure if the spindle is bent, you need 2 v-blocks. Place the spindle on the (fixated) v-blocks and rotate the spindle. Place the indicator on a ground surfce between the v-blocks. A run out indicates a bend spindle. The angle of the V-block is not important and you could make one your self from wood or aluminum.
If you have made the v-blocks, you can measure the inside run out again. If it is 0.08 mm, than the spindle is the cause.
You can put the spindle in the lathe and measure the runout at the chuck and far away from the chuck. The difference in the 2 values is an indication for the bent of the spindle.
Huub
So that's where I'm going from here. Measure the spindle on the bench and see what I get.