- Joined
- Jan 20, 2021
- Messages
- 296
Thought I’d share my my cnc milling machine build. This is copied over from another forum. I just found Hobby Machinist a few weeks ago.. Forgive me, some of the writeup may be past tense, considering the mill is up and running now.
I’ve wanted a cnc milling machine (and lathe) for a long time. After converting my router to Centroid Acorn, I knew I wanted my other machines to run their control as well. Mill was 150 miles away. Weighs 6000 pounds, CAT40 spindle taper, oiler, coolant, Baldor DC servos, 7.5 HP spindle. Turned out to be a perfect candidate for control retrofit and will be a great first cnc mill for my shop. Seller needed it out of his shop. I got it for scrap value or a little under.
I got a pdf of the original control schematics from ZPS. They own the remaining Tree CNC stuff. They have been great for a few items I needed.
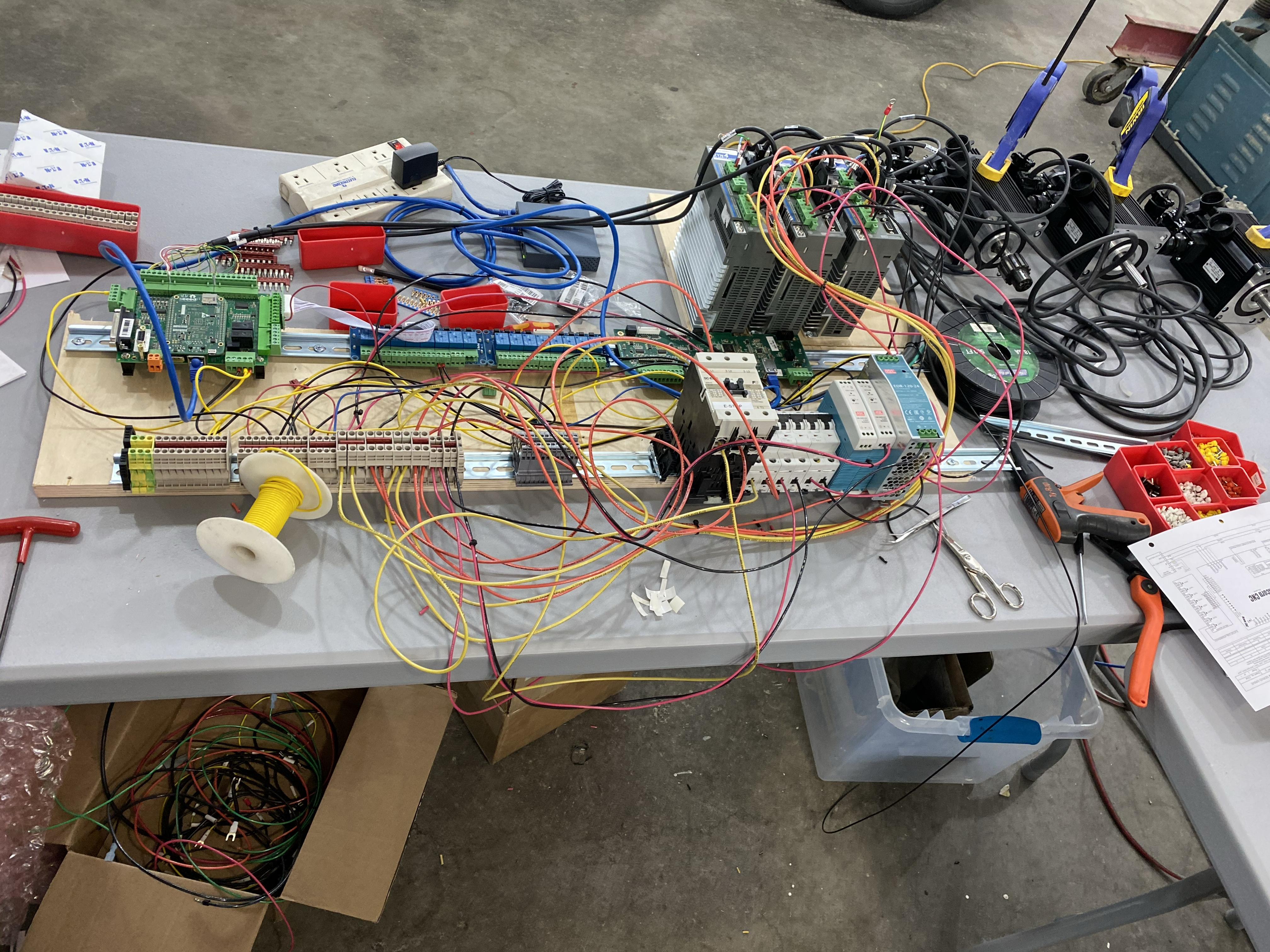
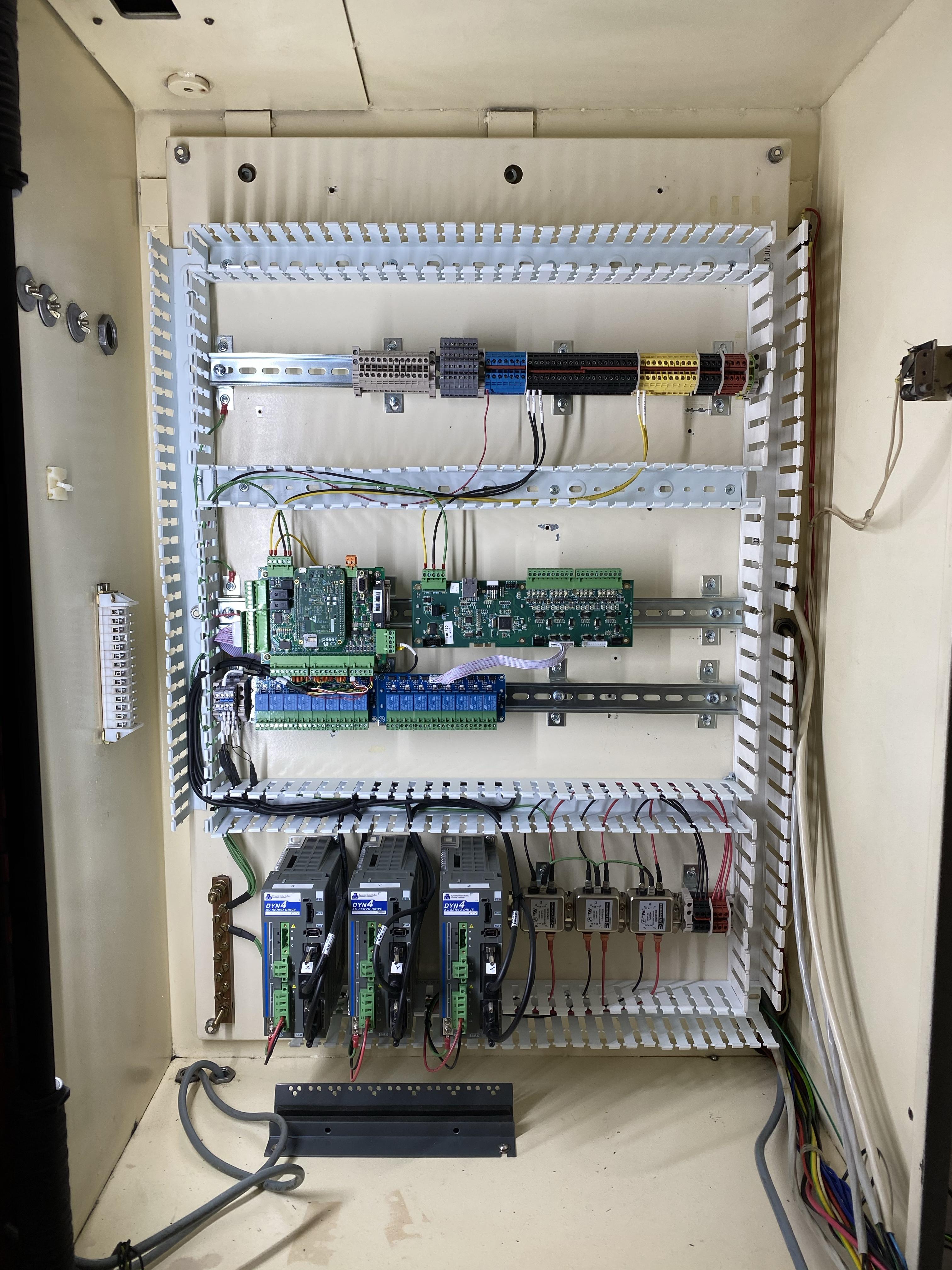
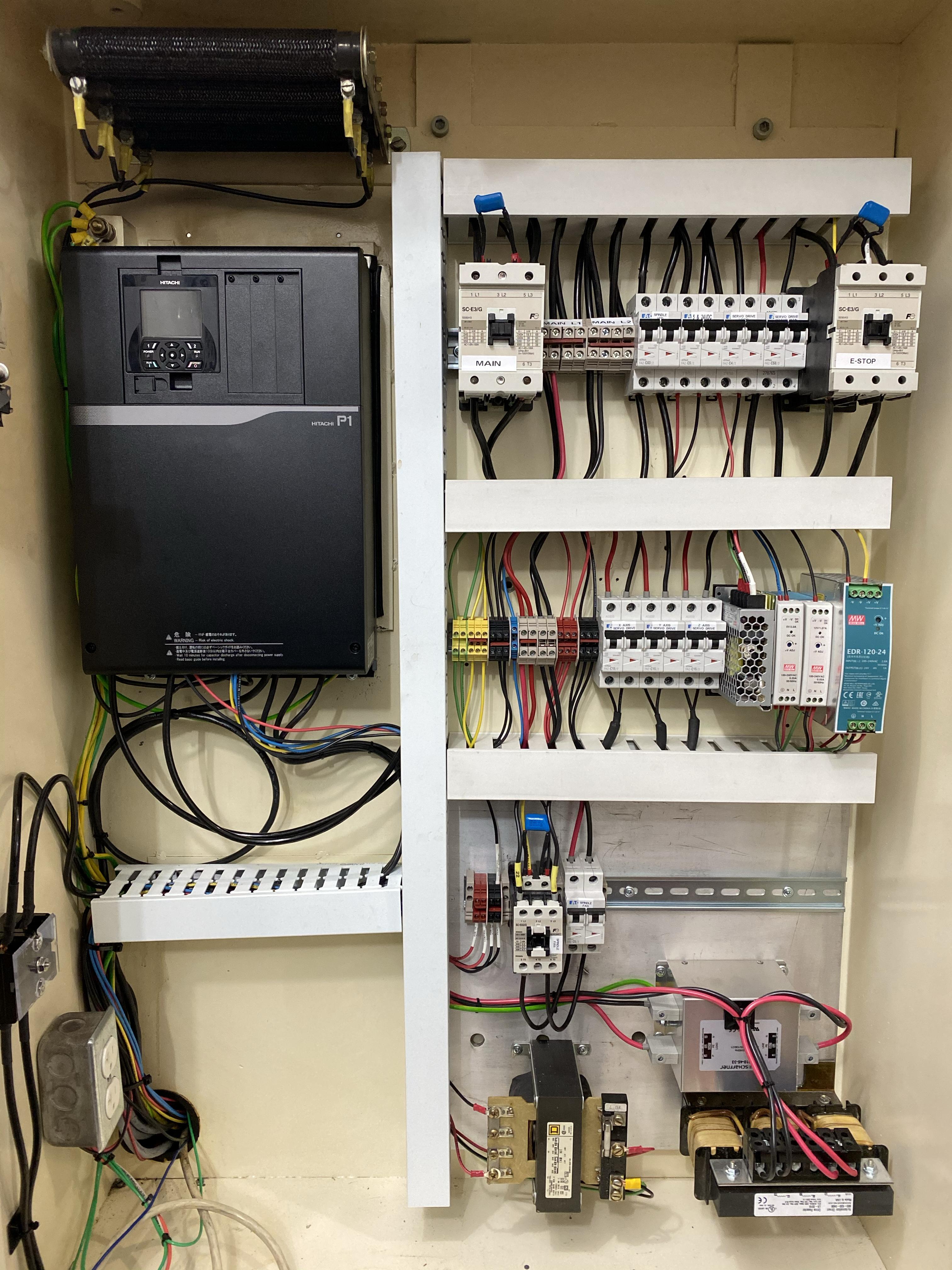
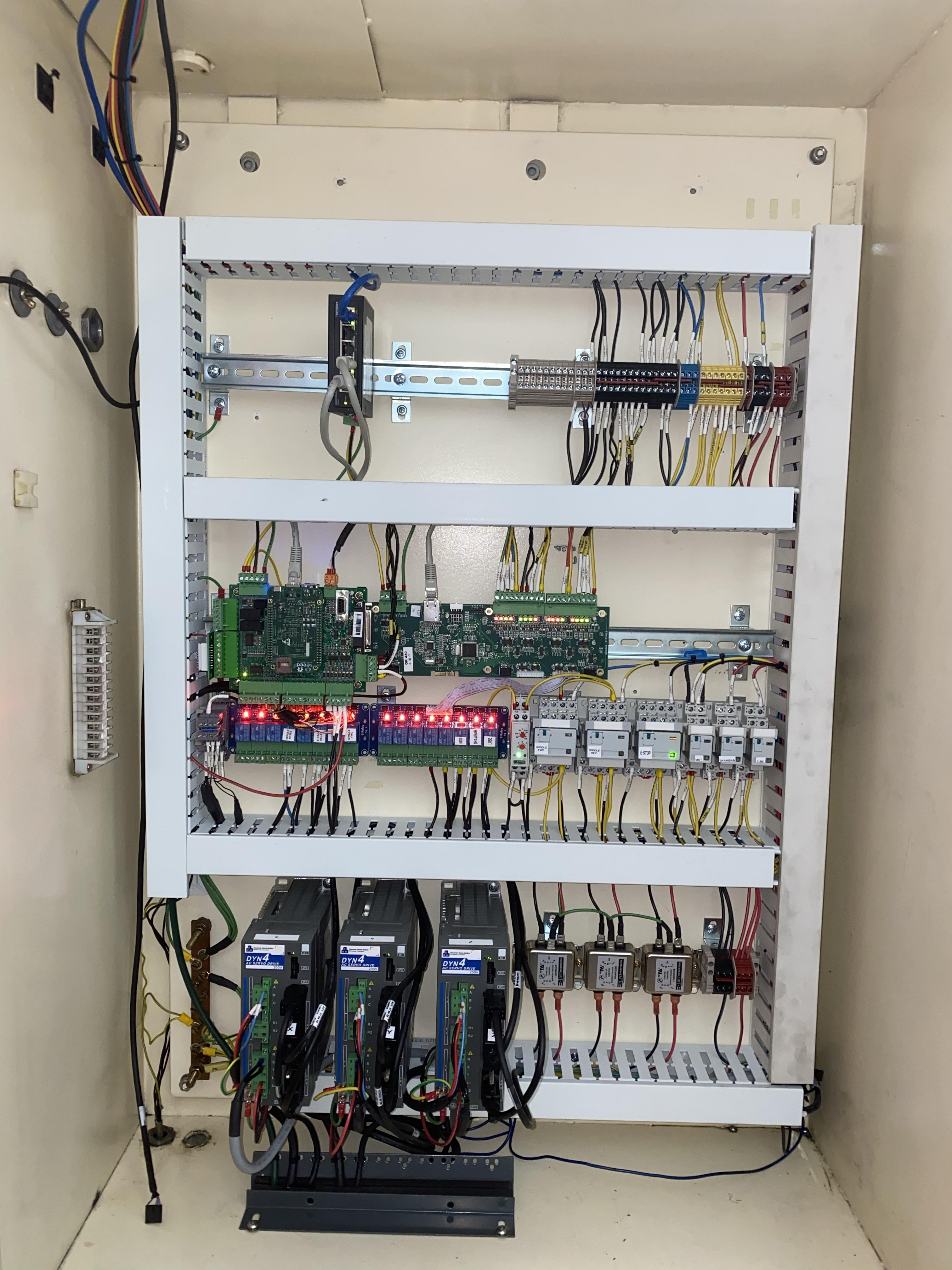
Original plan was Centroid AllInOneDC, Ended up going with Centroid Acorn. Mostly due to cost, and I wanted new servos instead of messing with the old DC servos. I am limited to single phase supply into a VFD for the spindle.





Made it to my shop without incident.

Delta 20 control.
The seller had a 4k forklift. It took everything it had to get the mill loaded on the trailer.

Picked from the top with both forks together. Two straps and a clevis mostly leveled the load.

Lifting it to get the steel bar cribbing out was the limit of the forklift.

Load was in the sweet spot for the trailer.

Tied down secure and ready to roll.


Stopped to check things out. No issues. Drove between 30 and 55 mph on two lane backroads the whole way home.

Made it home just as the sun set. Twelve hours round trip.

Rented a 10k telehandler to unload.

Same rigging as the day before to pick it.




Coming up to the shop door.

We set it back on the 3” square tubing it was on at the sellers shop and picked it up from the bottom and drove it in the shop. It’s sitting on the tubing now. I’ll lower it off the tubing onto round bar with a toe jack and roll it into place on the bar. Once it’s in place the toe jacks lift and set it on the ground.
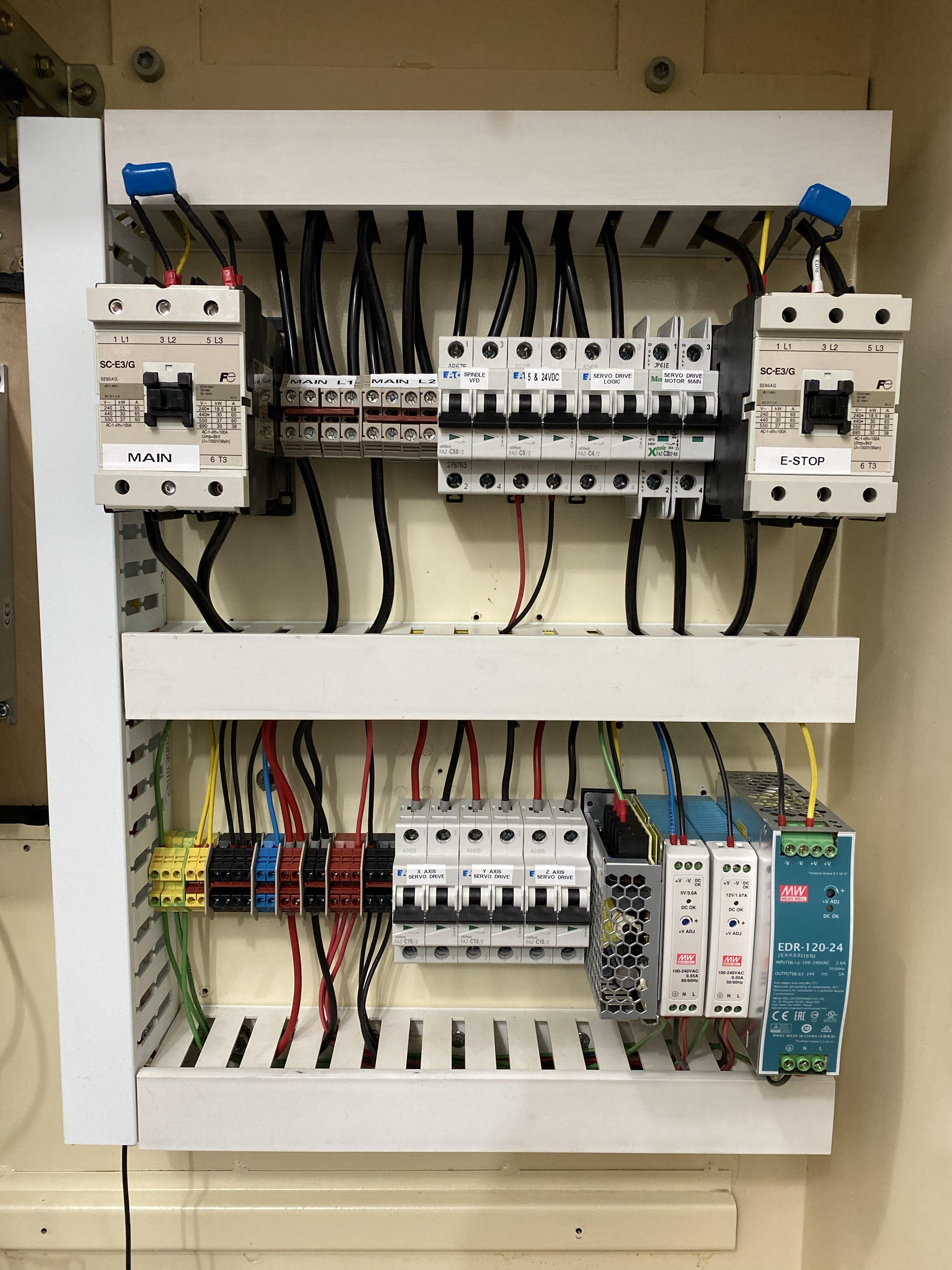
Looks like good bones. Needs a thorough cleaning and a complete electrical rebuild. Lots of useable parts in the original control. PO said spindle VFD has failed.



Spent several hours and a gallon of cleaner scrubbing the coolant and grime off the mill today. Will need another pass of cleaning. After getting a closer look, I’m still happy with the machine. Should work well for my needs.





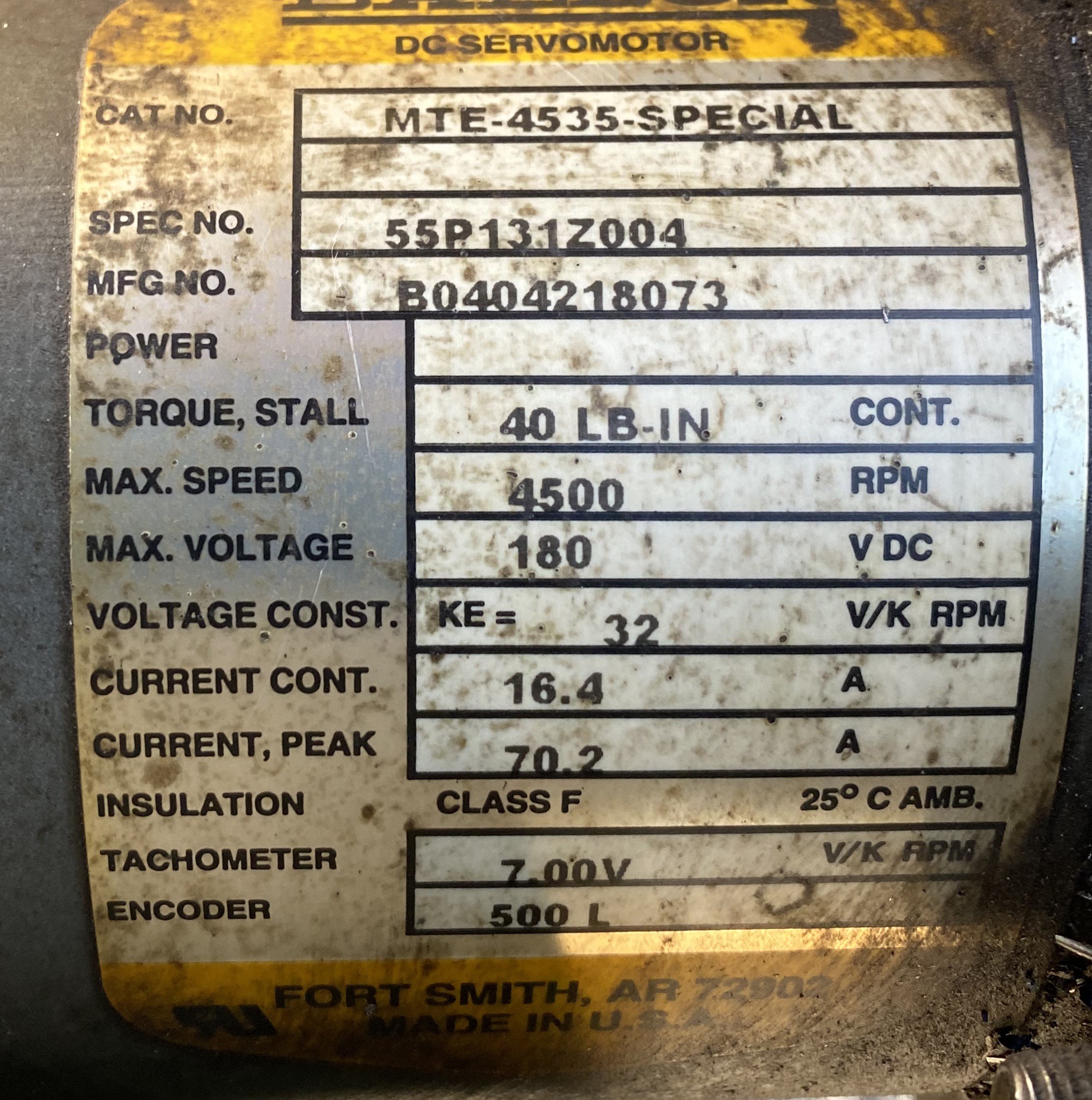
Not sure what this motor is on the X axis. It’s not the same as the Baldor on the Y.

Cleaning that dirty old beast was no easy task!
Schematics in hand I set out to test the control. It powered up, all faults cleared and I was able to reference the machine.

The Dynapath Delta 20 control worked. The spindle drive had failed. I was able to sell the original control for about twice what I paid for the mill.
I tested the spindle on an inexpensive 10hp HY VFD. It did fine for testing, but I wouldn't run this big spindle motor on one and expect it to last.
I wonder what the old drive’s life was like..


I’ve wanted a cnc milling machine (and lathe) for a long time. After converting my router to Centroid Acorn, I knew I wanted my other machines to run their control as well. Mill was 150 miles away. Weighs 6000 pounds, CAT40 spindle taper, oiler, coolant, Baldor DC servos, 7.5 HP spindle. Turned out to be a perfect candidate for control retrofit and will be a great first cnc mill for my shop. Seller needed it out of his shop. I got it for scrap value or a little under.
I got a pdf of the original control schematics from ZPS. They own the remaining Tree CNC stuff. They have been great for a few items I needed.
Original plan was Centroid AllInOneDC, Ended up going with Centroid Acorn. Mostly due to cost, and I wanted new servos instead of messing with the old DC servos. I am limited to single phase supply into a VFD for the spindle.
Made it to my shop without incident.
Delta 20 control.
The seller had a 4k forklift. It took everything it had to get the mill loaded on the trailer.
Picked from the top with both forks together. Two straps and a clevis mostly leveled the load.
Lifting it to get the steel bar cribbing out was the limit of the forklift.
Load was in the sweet spot for the trailer.
Tied down secure and ready to roll.
Stopped to check things out. No issues. Drove between 30 and 55 mph on two lane backroads the whole way home.
Made it home just as the sun set. Twelve hours round trip.
Rented a 10k telehandler to unload.
Same rigging as the day before to pick it.
Coming up to the shop door.
We set it back on the 3” square tubing it was on at the sellers shop and picked it up from the bottom and drove it in the shop. It’s sitting on the tubing now. I’ll lower it off the tubing onto round bar with a toe jack and roll it into place on the bar. Once it’s in place the toe jacks lift and set it on the ground.
Looks like good bones. Needs a thorough cleaning and a complete electrical rebuild. Lots of useable parts in the original control. PO said spindle VFD has failed.
Spent several hours and a gallon of cleaner scrubbing the coolant and grime off the mill today. Will need another pass of cleaning. After getting a closer look, I’m still happy with the machine. Should work well for my needs.
Not sure what this motor is on the X axis. It’s not the same as the Baldor on the Y.
Cleaning that dirty old beast was no easy task!
Schematics in hand I set out to test the control. It powered up, all faults cleared and I was able to reference the machine.
The Dynapath Delta 20 control worked. The spindle drive had failed. I was able to sell the original control for about twice what I paid for the mill.
I tested the spindle on an inexpensive 10hp HY VFD. It did fine for testing, but I wouldn't run this big spindle motor on one and expect it to last.
I wonder what the old drive’s life was like..


")