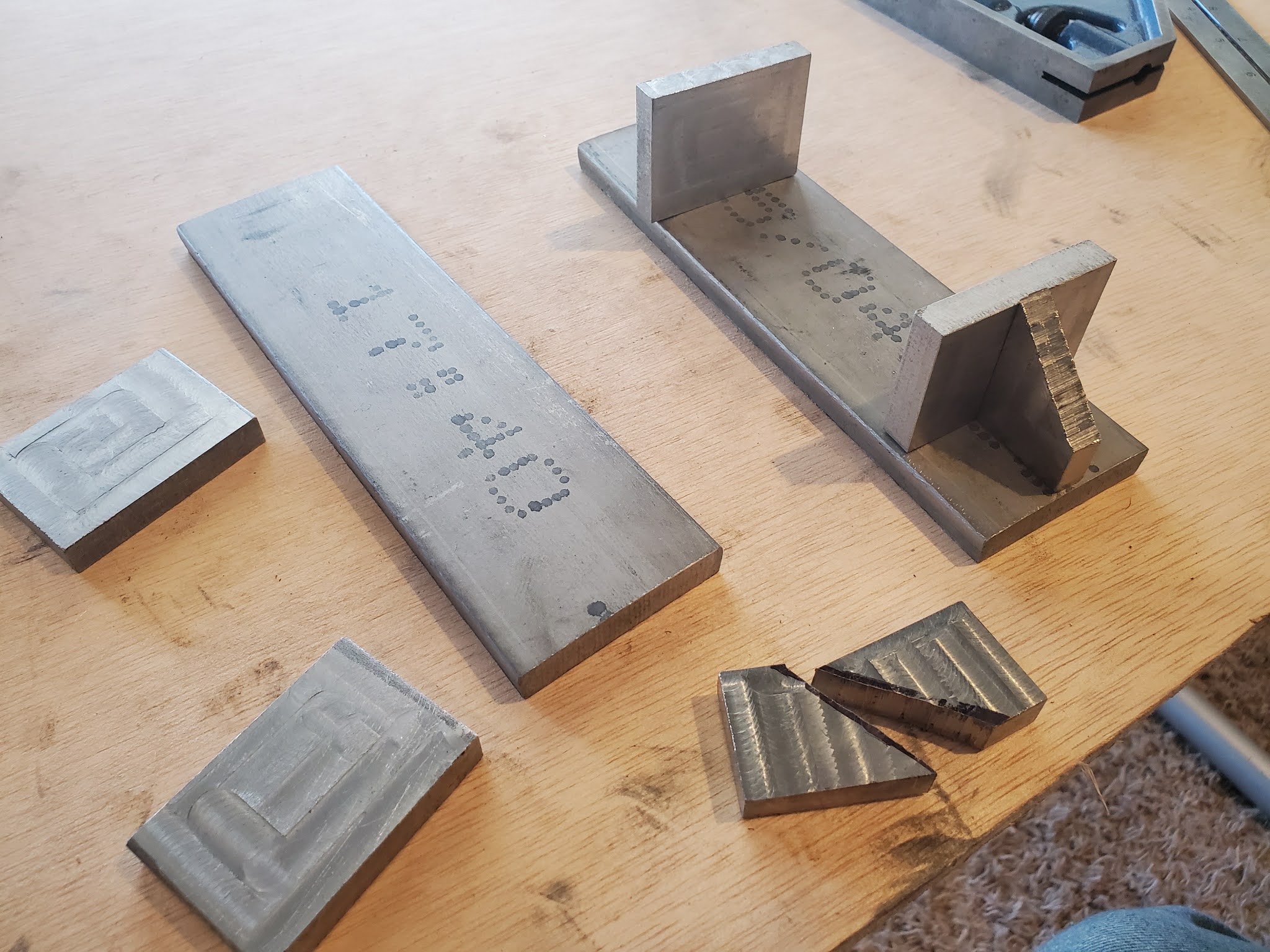
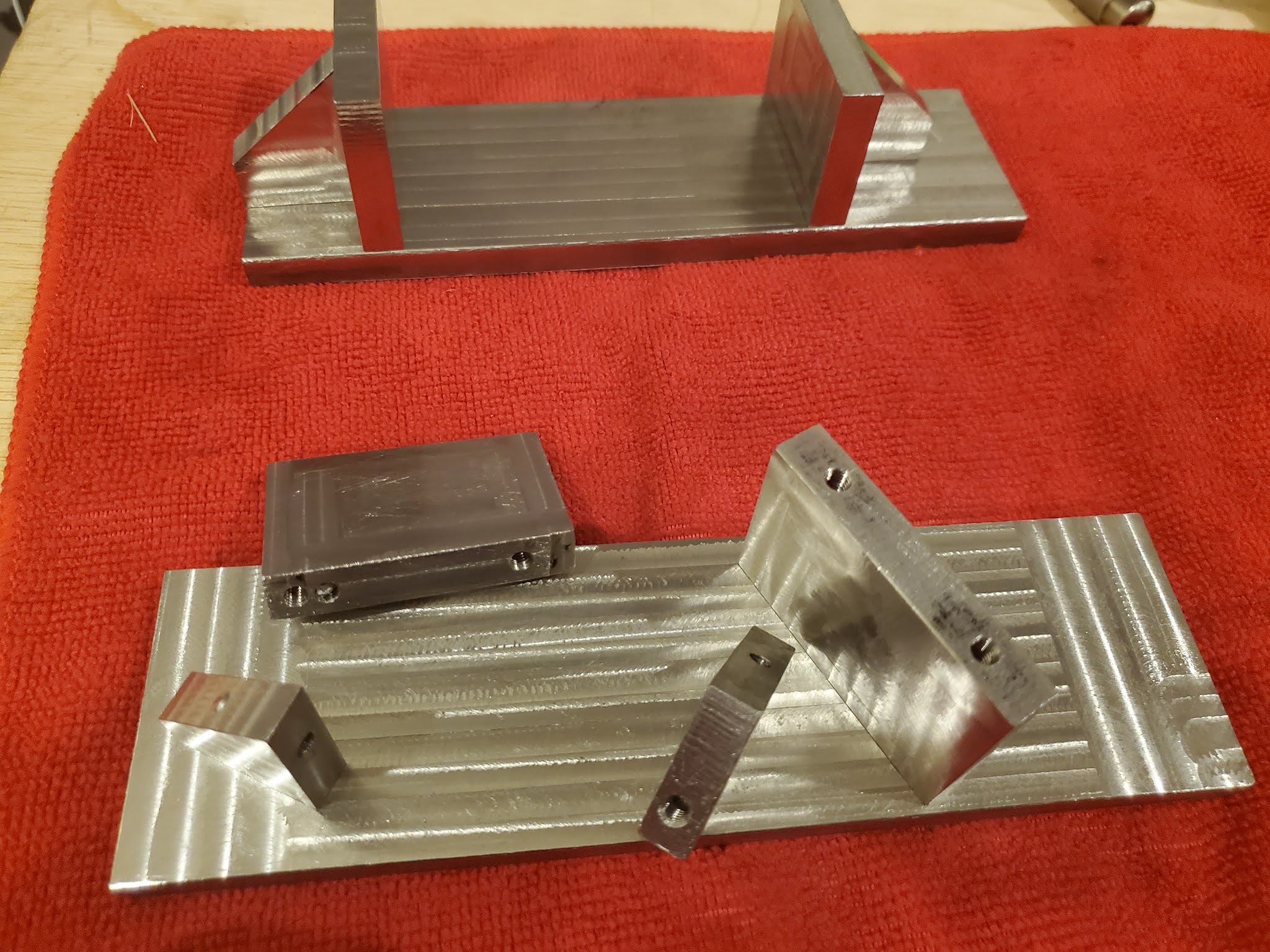
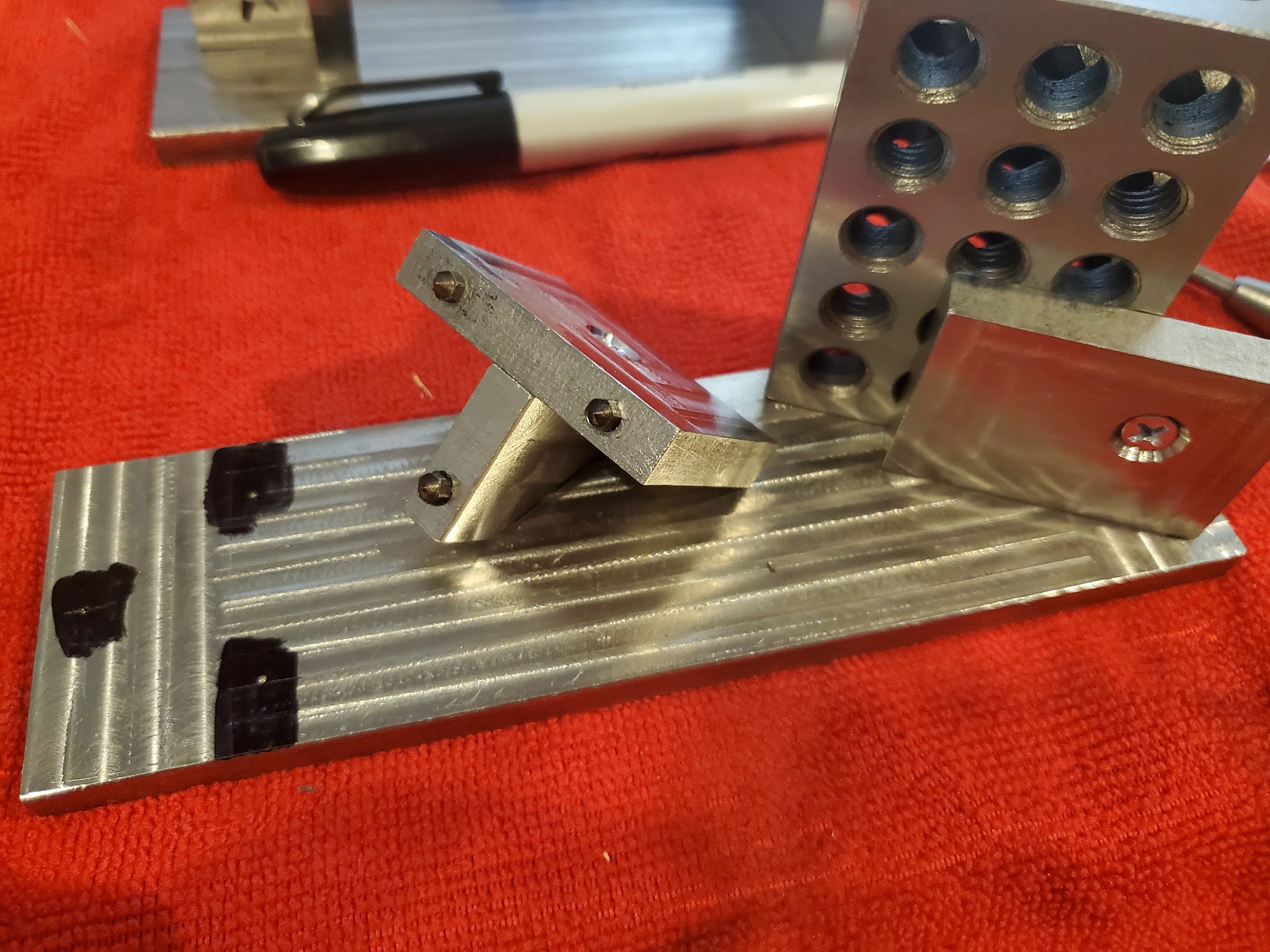
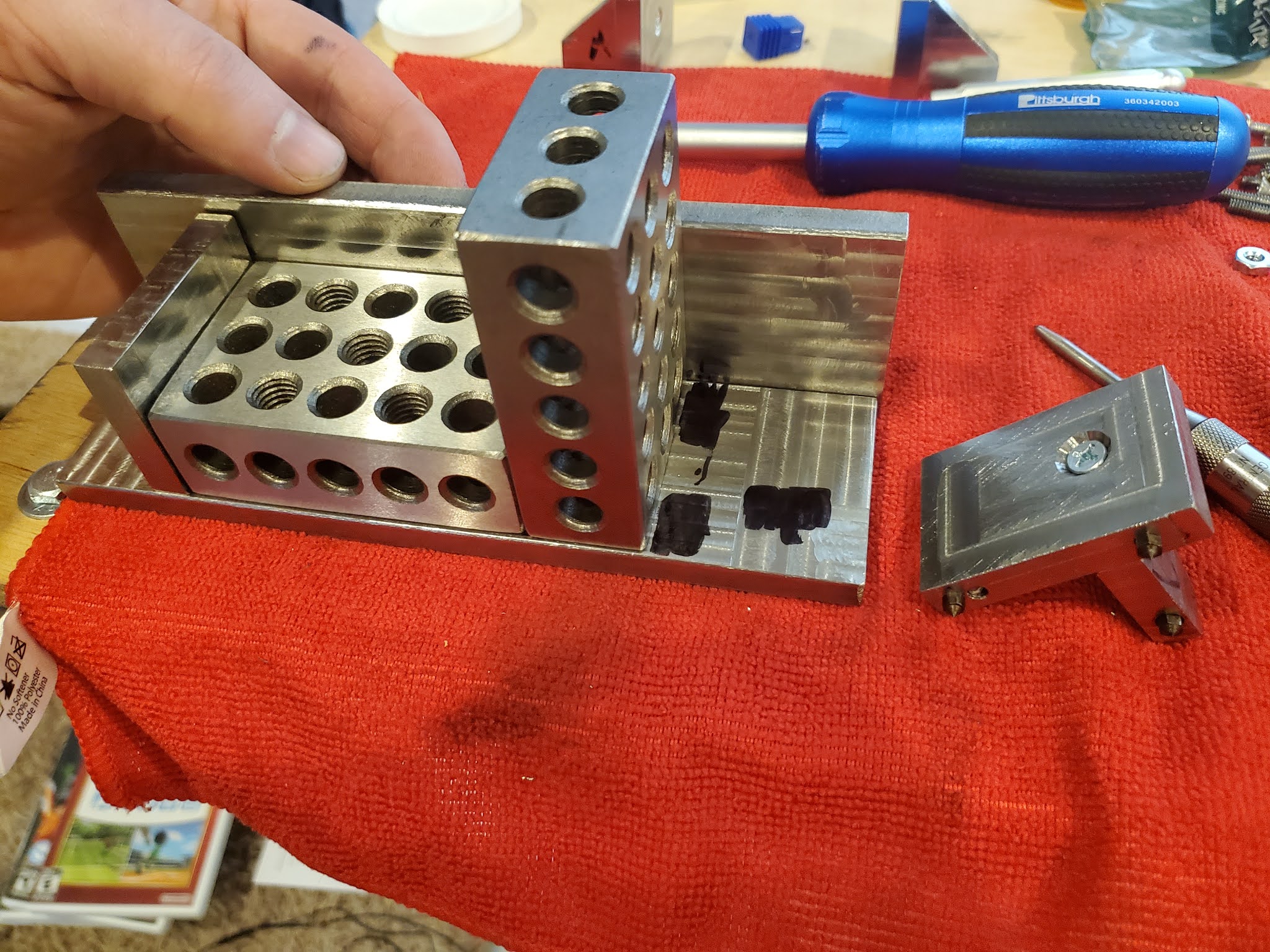
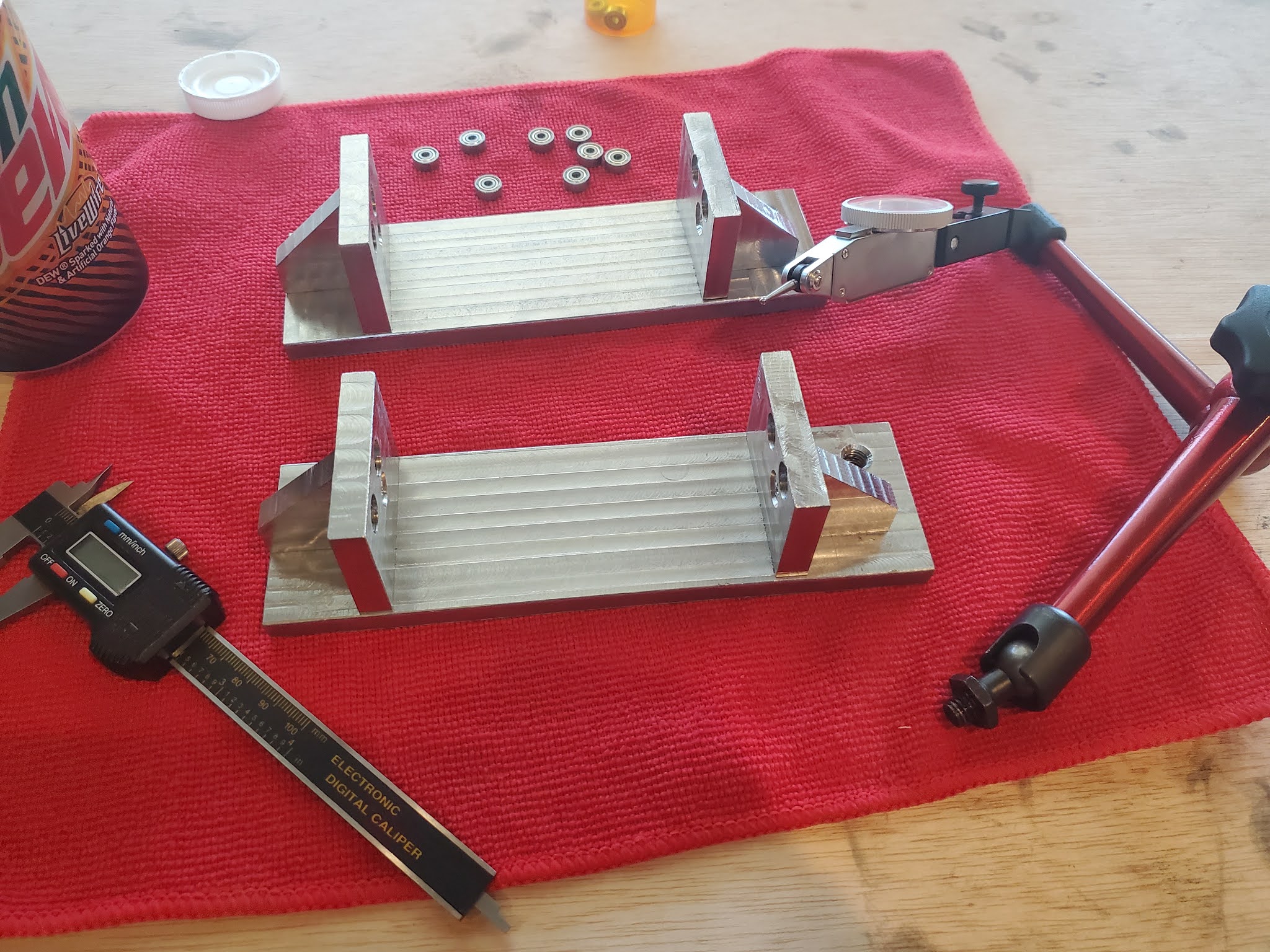
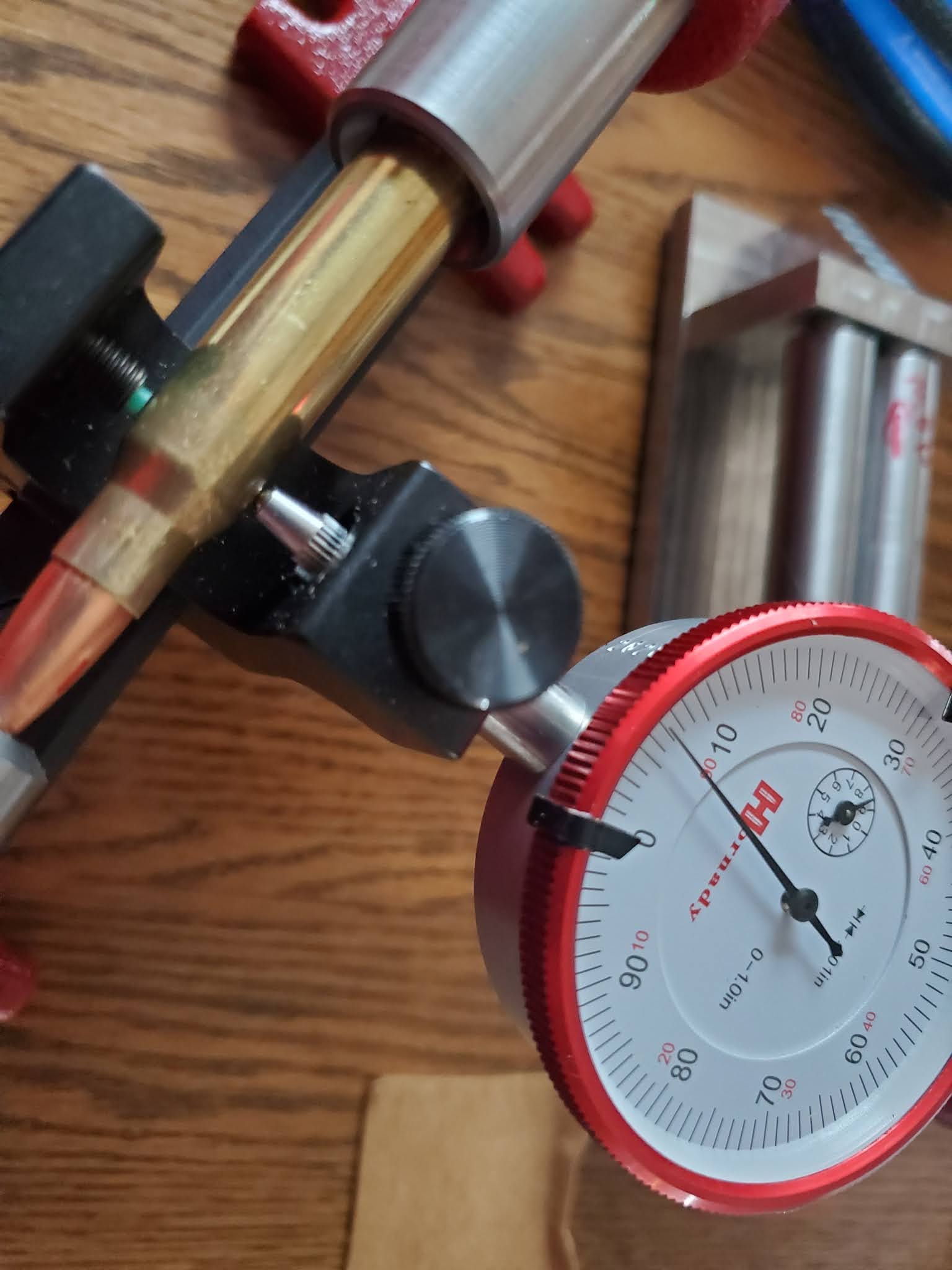
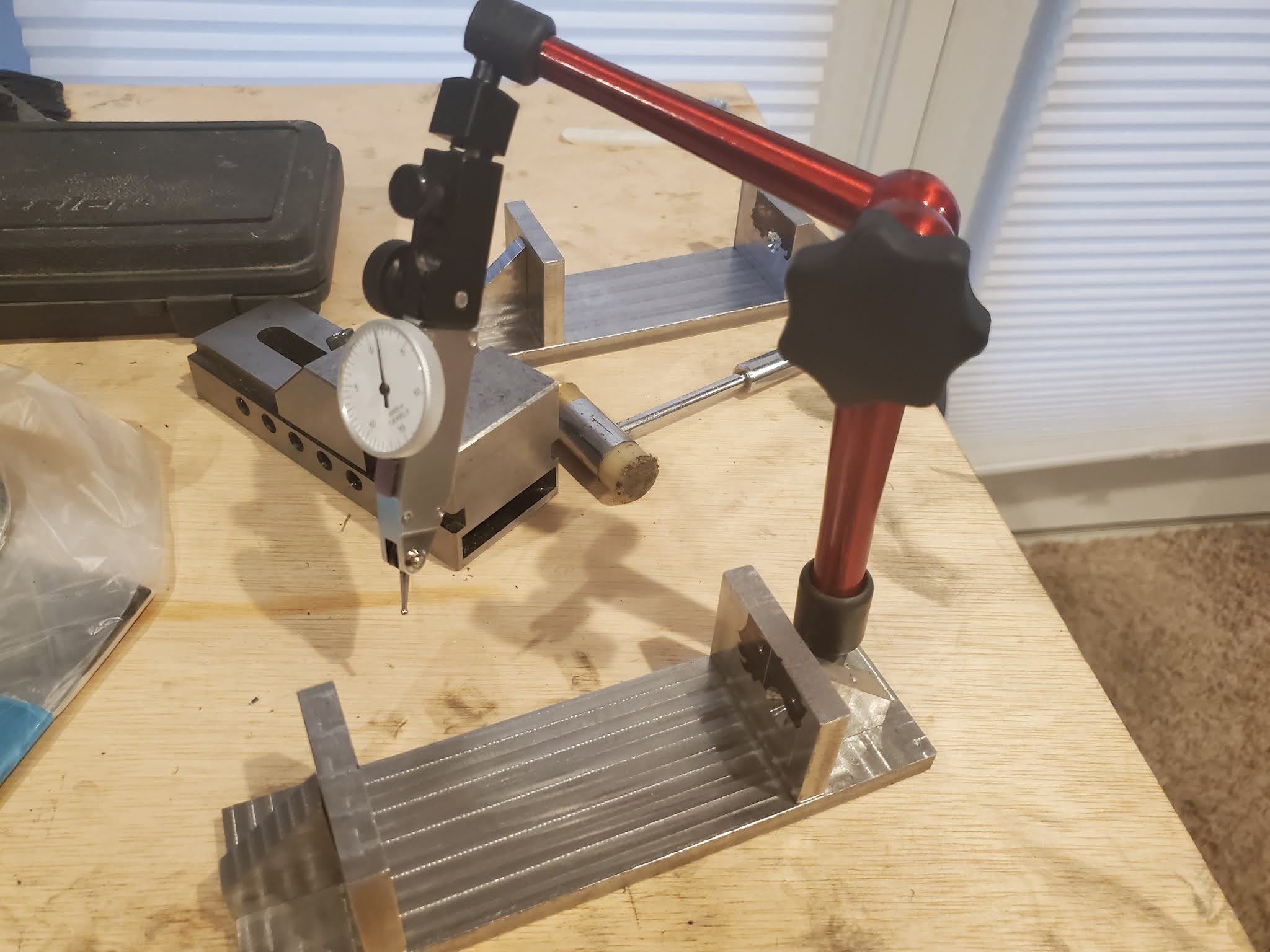
That gave me two nearly-complete frame assemblies. I marked 0.500" from the the side and the end on the base to locate the hole for the dial indicator stand itself. The dial indicator stands I bought are M8x1.25 metric threads [7.5mm diameter with a thread every 1.25mm]. I grabbed a 9/32" drill bit (best 50% tap fit for stainless steel). I hand-tapped using a titanium nitride tap from Harbor Freight. It got the job done, but there was certainly some pucker power to get it to tap all the way. Once that was done, you can see how this is going to be set up.
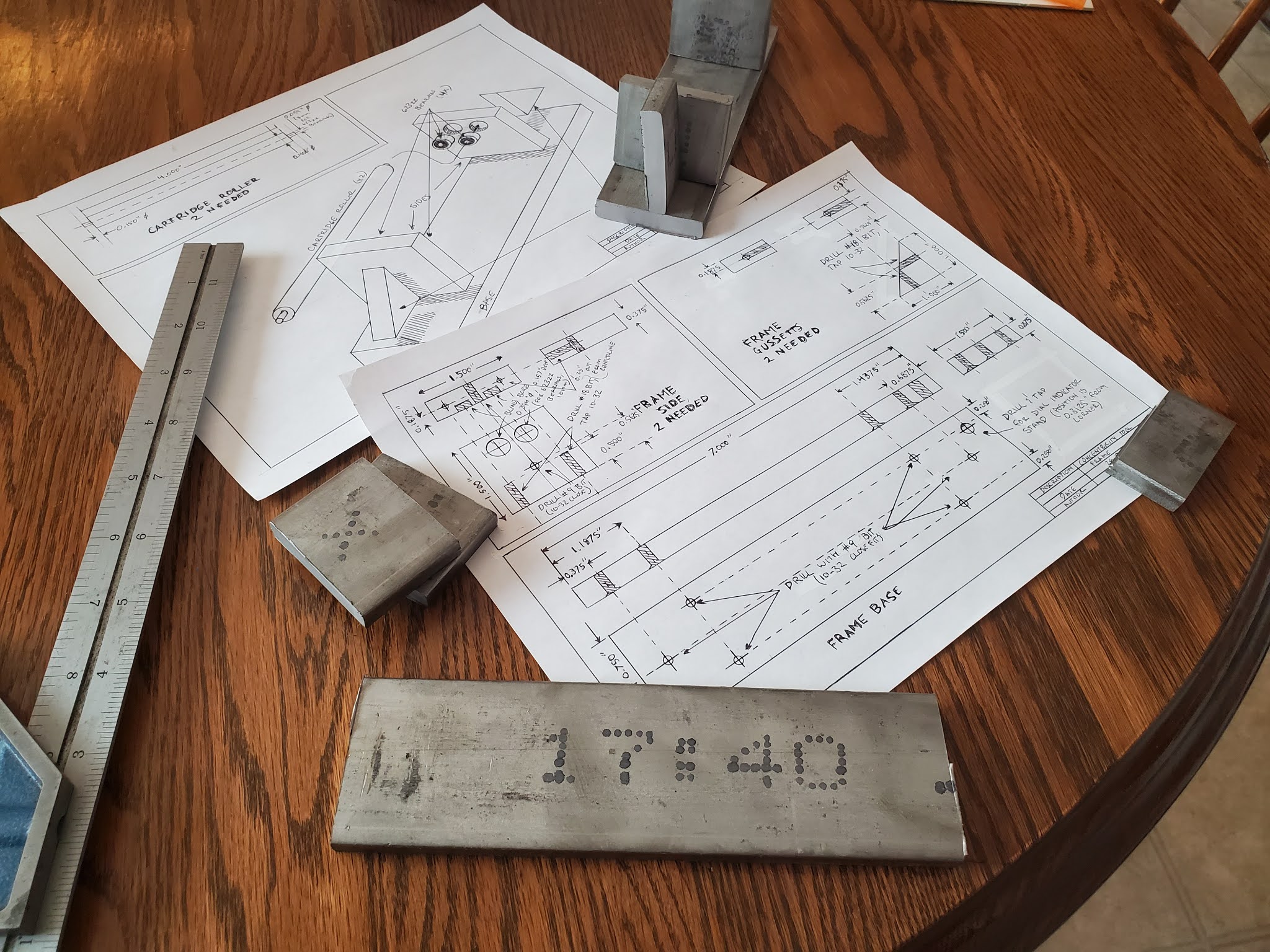
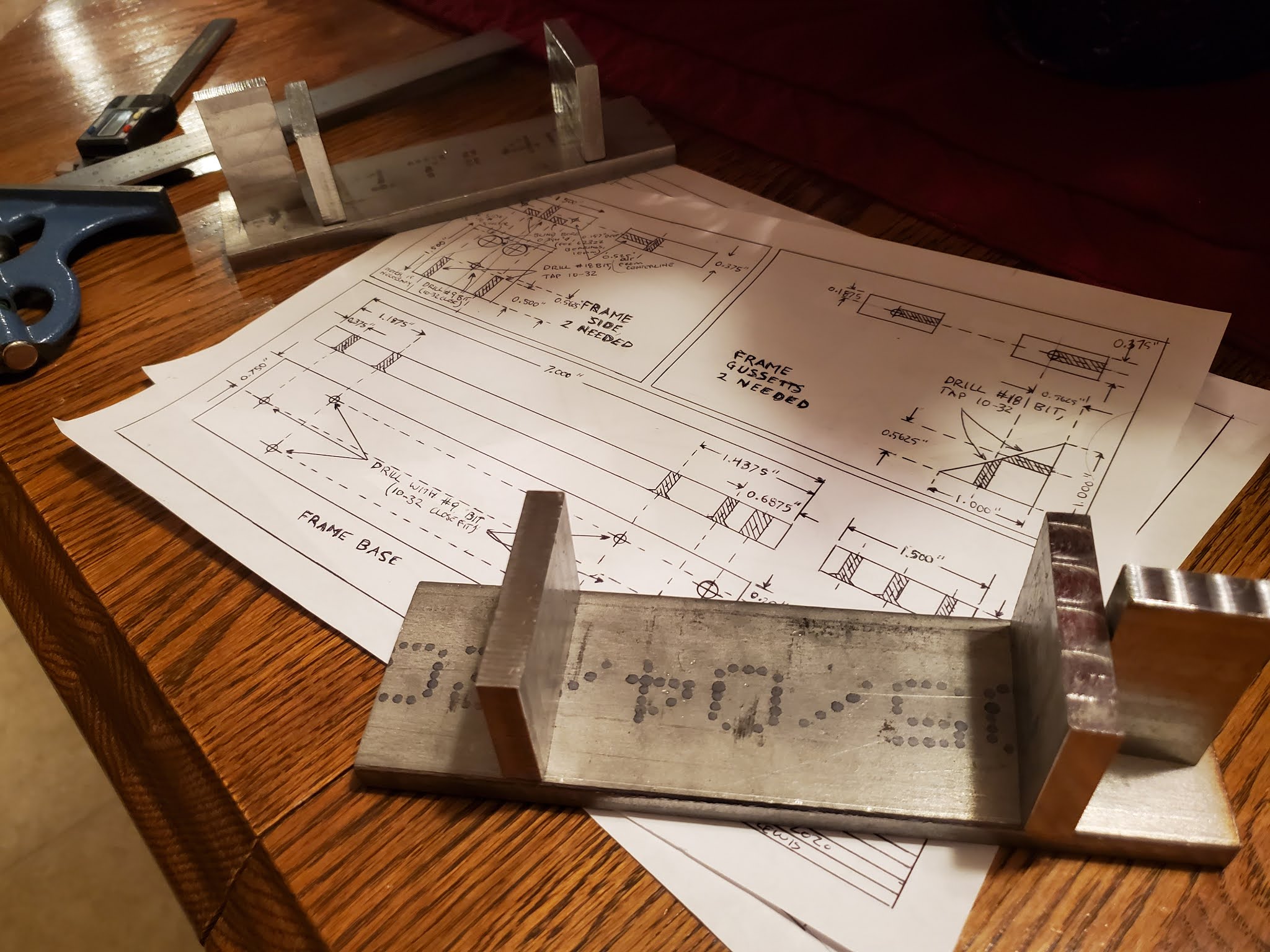
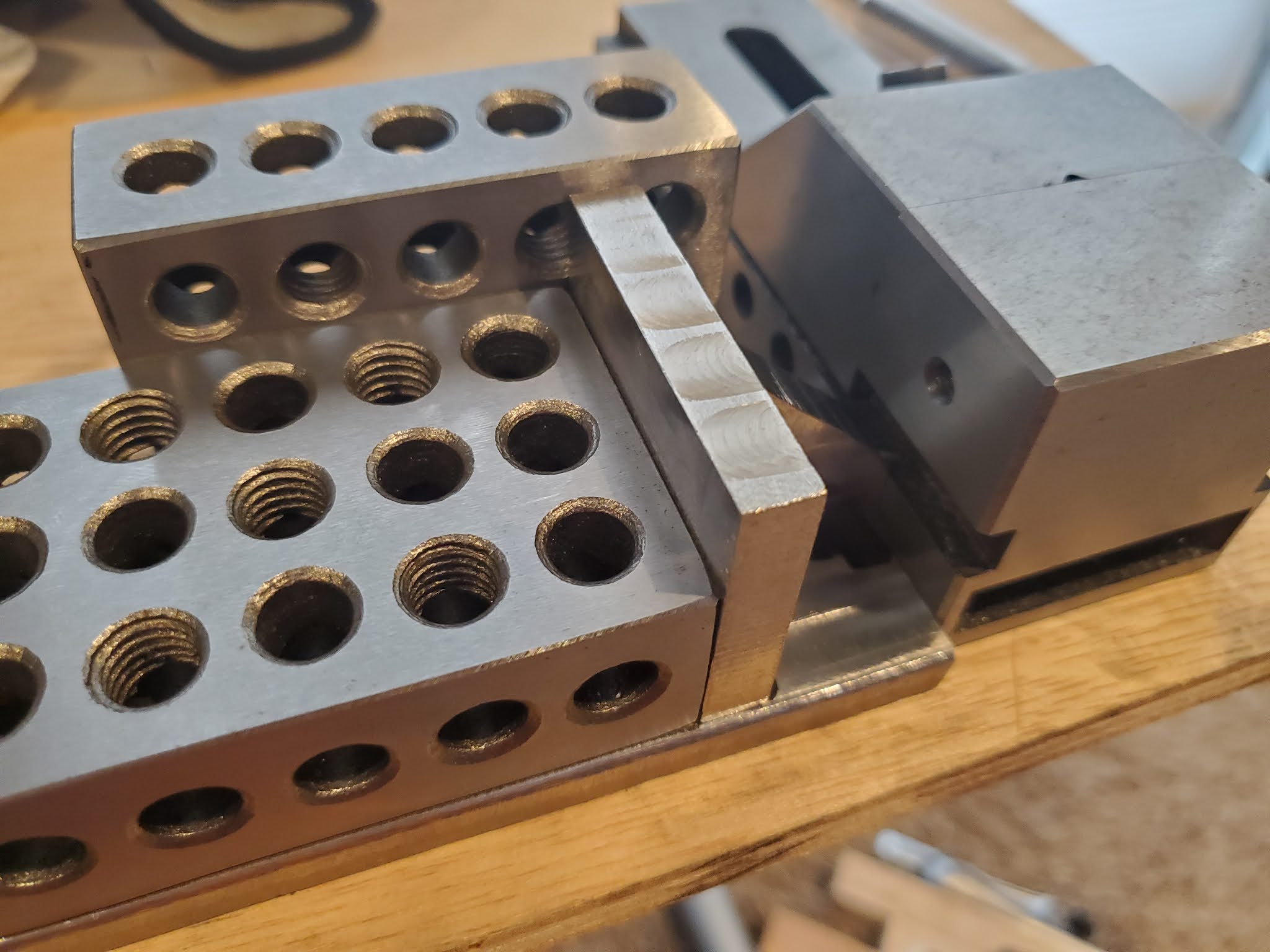
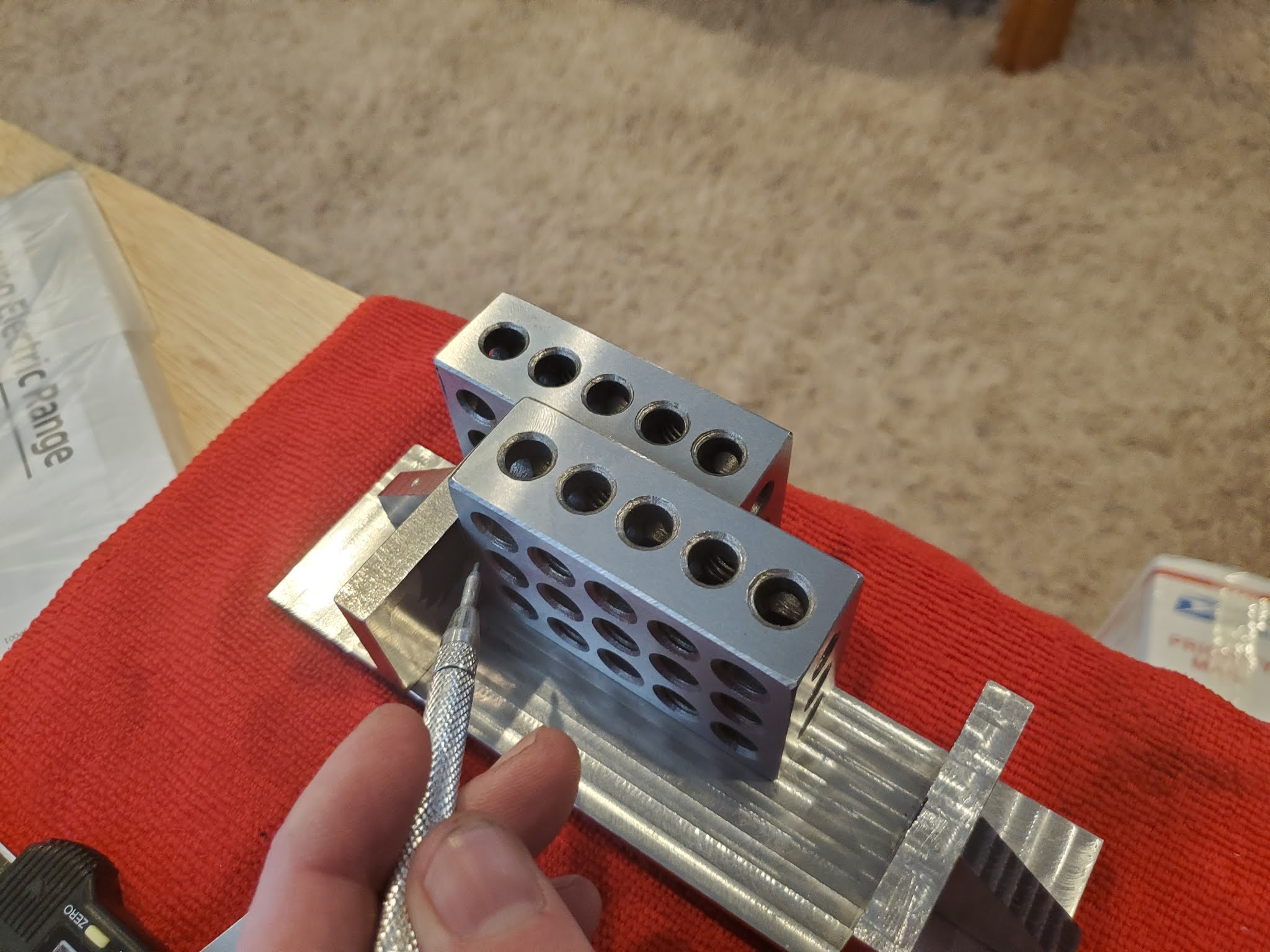
To complete the frame assemblies, I need to bore out the bearing cavities, and also drill and tap the frame base to take the dial indicator arm. I used 1-2-3 blocks to mark a line 1" from the outside of the frame base on the sides. This will give a valid measurement, and although it's not critical to the operation (even if the rollers were not parallel to each other, if they roll and are concentric, you'd get valid measurements), I'm doing it because my OCD gets in the way. Make sure that, when you mark them, you are marking them "backwards". When you have the faces out toward you, if you mark them exactly the same and rotate them inward to each other, it won't line up (unless you centered it on that line scribed using the 1-2-3 blocks. So, from that center line, I measured to the outside 0.500". On the short side, I measured 0.500" to the right, and on the other side I measured 0.500" to the left of the scribed line. I measured up 0.1875" from the base and marked the other lines needed for the centers. Then I center punched one hole on each side. Using that as the starting point, I measured 0.620" from that center punch mark toward the other side, and scribed the cross har on the 1.1875"-from-the-bottom line I'd done earlier on each side, and then center punched those.



Now, on each face, I have two center punches that are properly spaced apart for the rollers. Thinking this was going to be a walk in the park on the milling machine (remember, it's a Harbor Freight machine, not big at all), I quickly burnt up my 10mm end mill. No, that's not an exaggeration - the cutting edges are all charred and the outside supposed-to-be-square corners are lifted. Here's me using a center on the hole to line it up on the mill before I went through all of that.
I wasn't going to have the prettiest time doing this. [sigh]. To the drill press!
I know this isn't "accurate". I know the holes aren't even "round" (inside joke - ask a machinist, and he'll tell you that a drill press is just for putting holes in things and that if you need them to be round, use a different machine). But, it's the only thing I have that is able to do it. I started with a 1/4" bit, went to 5/16", and stopped at 25/64". That left a bore about 9.95mm, or about 0.3910". I should have it around 0.3937", that's about 0.003" undersized. Drill bits always drill slightly oversized. I expected the drill bit to produce a larger hole that the drill bit, so in theory it should fit. Anyway, I drilled about 5mm, or 0.196" deep. That is right about the depth of the bearing on the outside edge of the drill bit (remember the cone on the end - we are using that as a bearing clearance end, which I'd originally called for a 1/4" or 7/32" hole that was about 0.010" deeper than the bearing). The drilling left a burr on it.


I filed off the burr, and set the bearings in place only to realize that the drill bit is slightly undersized. The 25/64" drill bit produced a hole that was 0.386" in diameter - 0.007" undersized. This means that the drill bit was quite a bit smaller than it was supposed to be. Hoping that the next drill bit up would be similar (or I might have to resort to brass shim stock to keep bearings in place), I grabbed the "X" drill bit (0.004" larger than the hole I needed, in theory), and enlarged those holes. I ended up about 0.392", so a 0.001701" undersize should work.
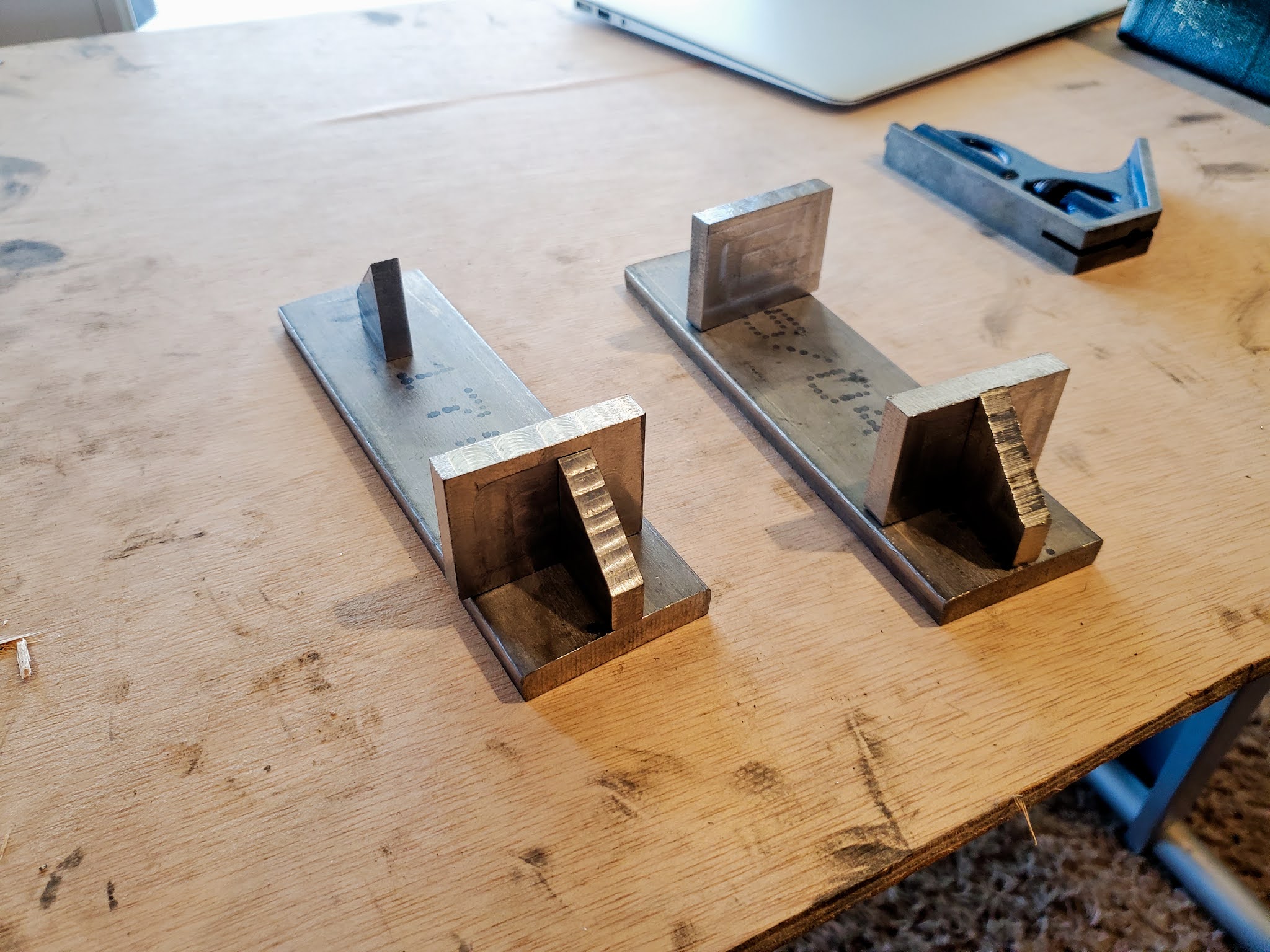
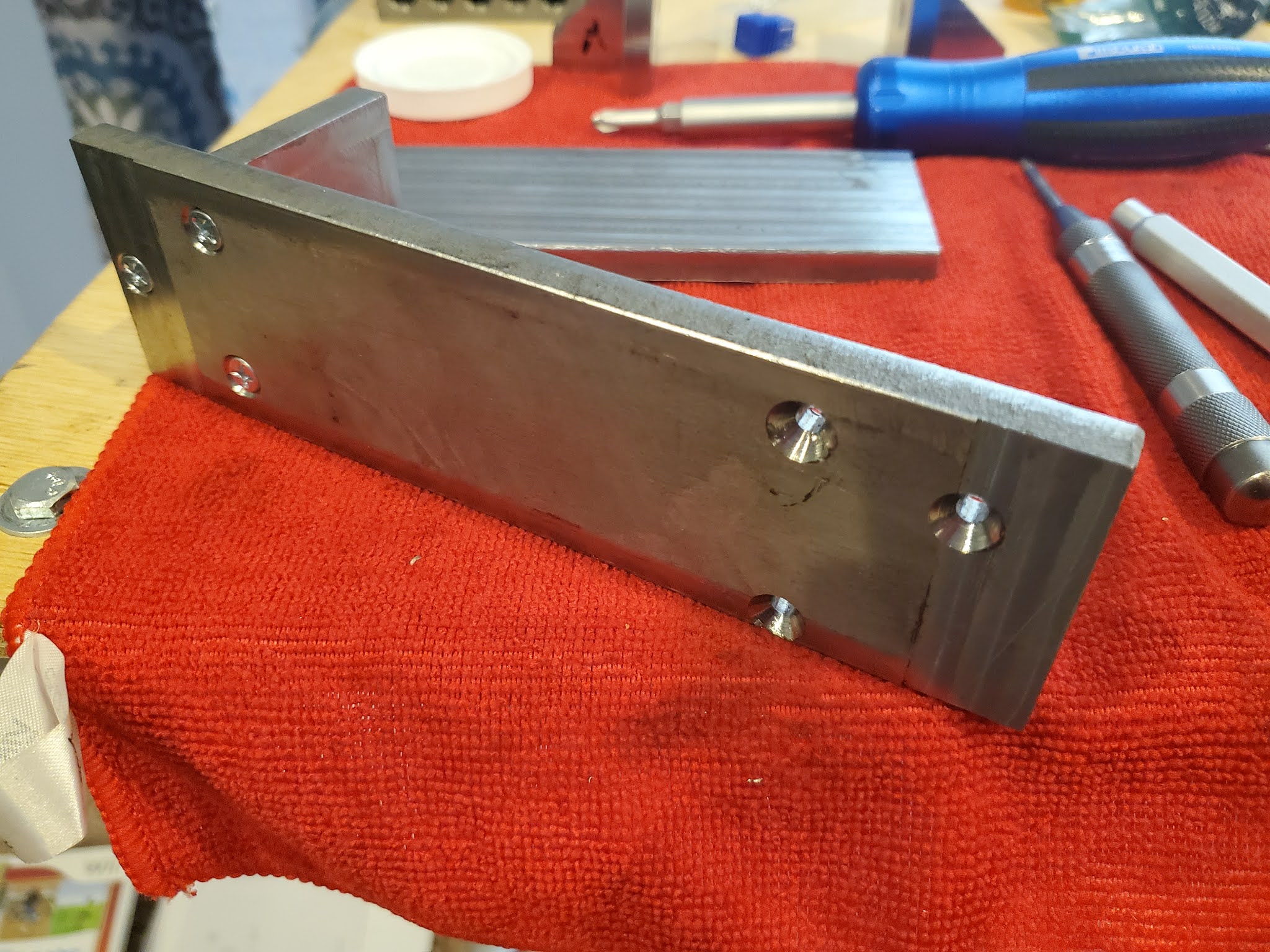
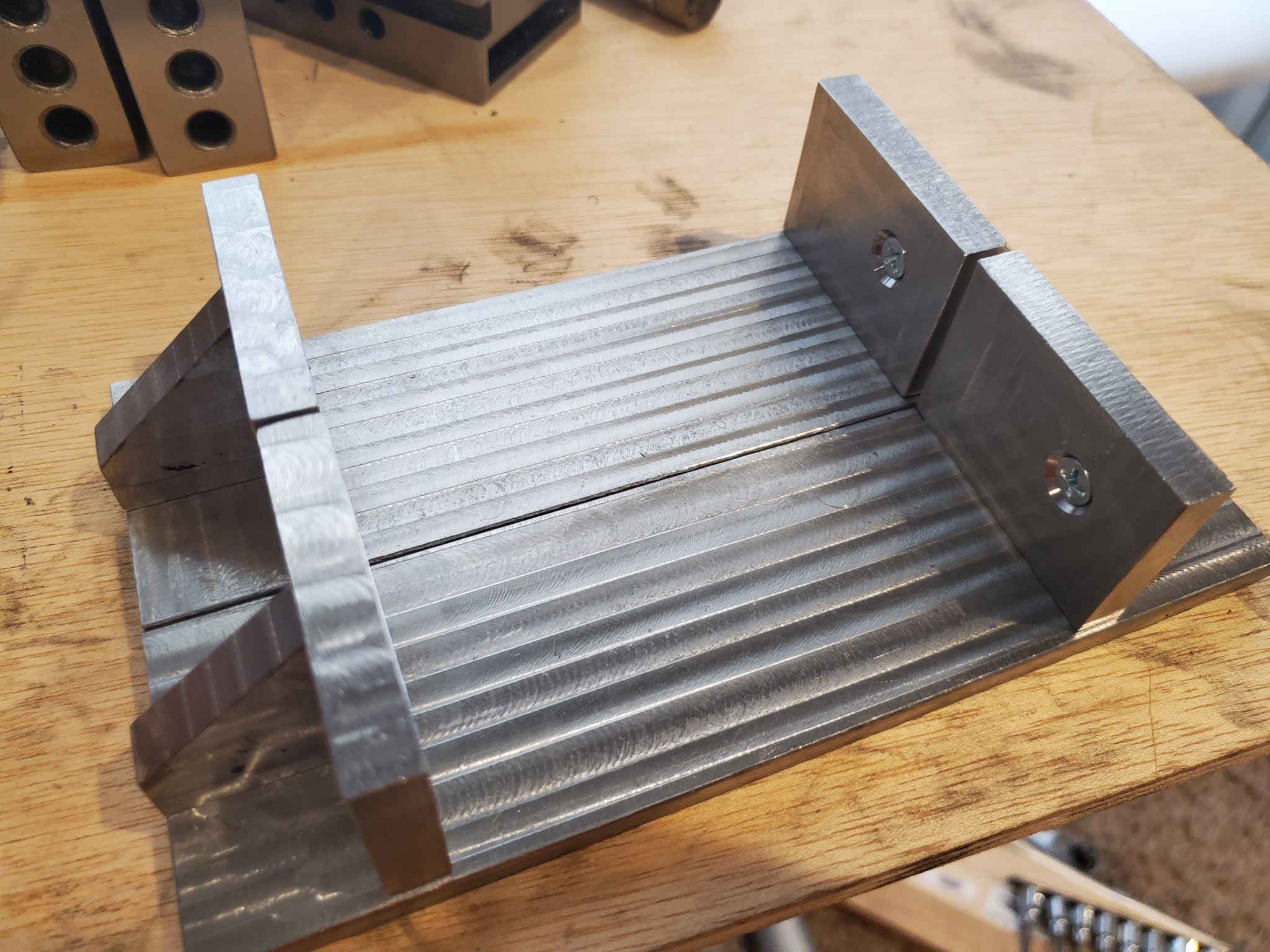
I used c-clamps to press the bearings in place, and to keep them on the same plane, I used the base of the second tool as the other end of the clamp. Frankly, you can use anything flat. I was too lazy to go find something, and I didn't want to use the hydraulic press. The bearings still turn, so that 0.001701" was perfectly sufficient to use, and keep the bearings in place.
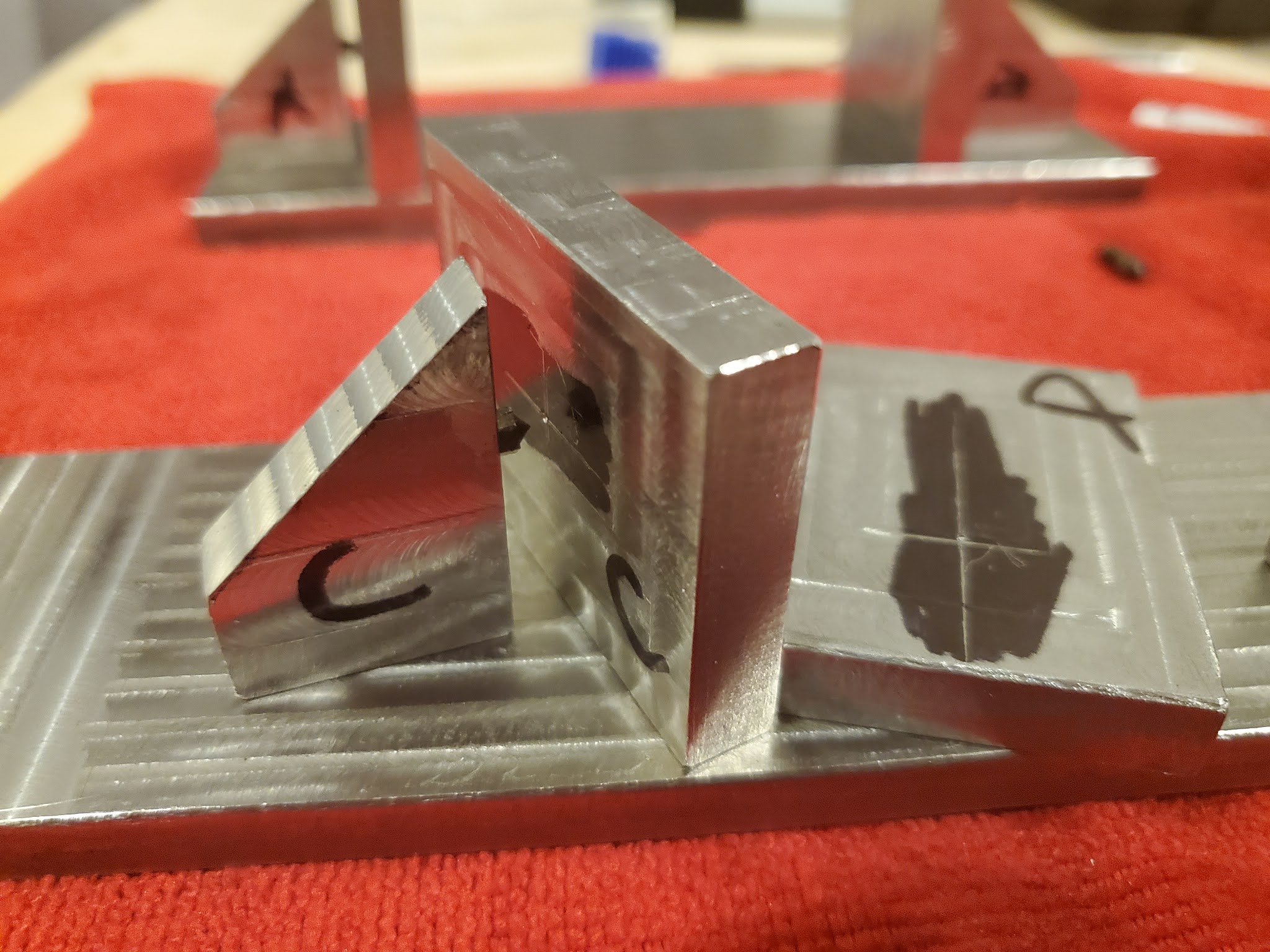
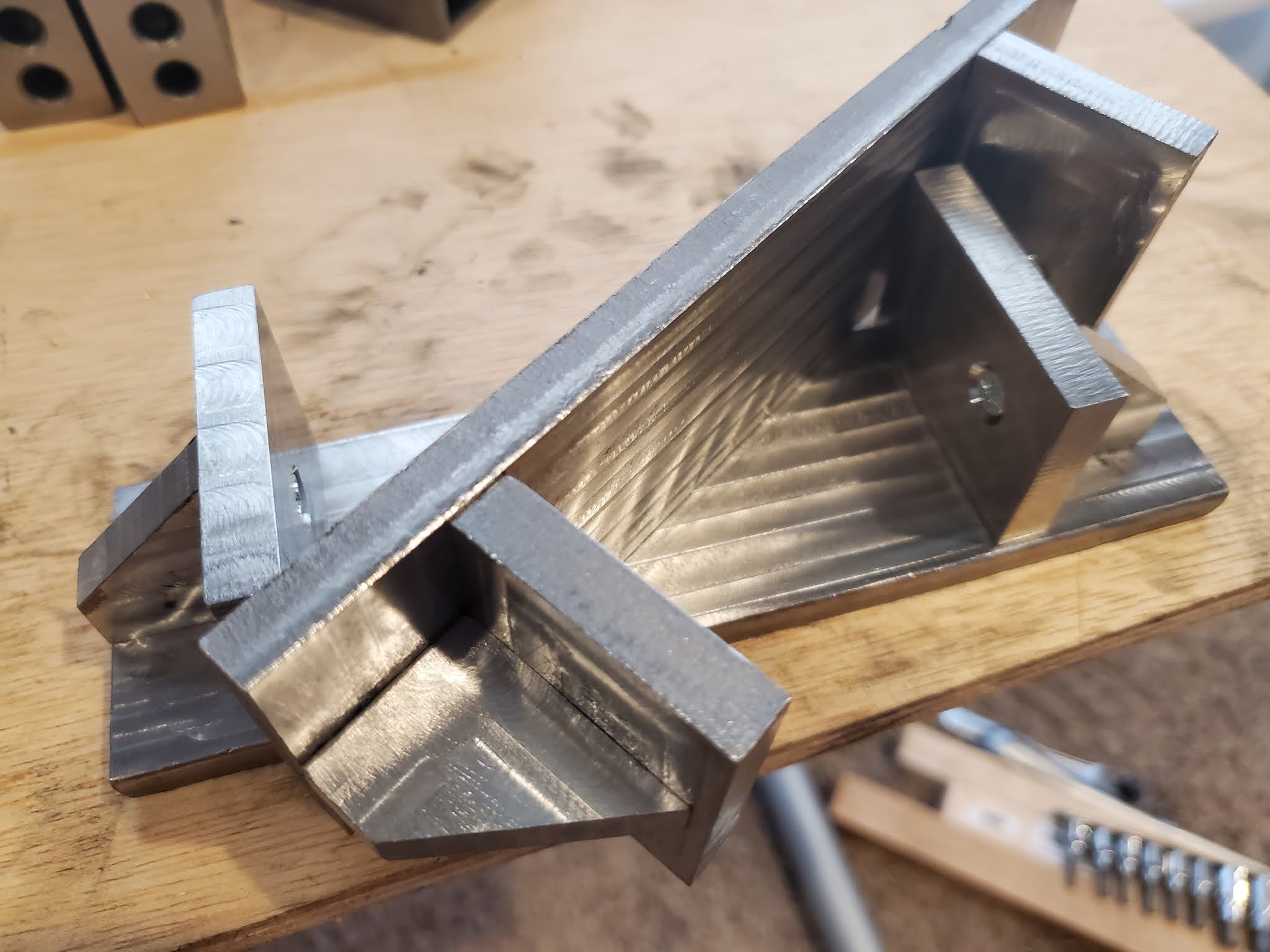
The frames are complete.
Now I need to finish getting my lathe running again so I can turn the rollers. Note that the rollers can't just have the bearing areas turned - they'll need the whole thing. Knowing that as whatever distance away from center the round stock is, that will manifest itself in the cartridge measurement. I'm not going to spend an inordinate amount of time trying to dial in perfection, and I planned this into the whole thing. I'm going to take 5/8" round bar, chuck it in place, and turn the whole thing down to 0.610" in diameter (which is why I went with 0.620" between the roller axis'). Here's hoping I can get the lathe running again soon.