

You have that a little twisted. A stepper is a simpler and different device than a servo. No stepper has a servo built in. He is using the same servo I am, the iSV57T-180. This servo has an integrated controller, so it is simpler than a stepper motor. To replace the stepper with this servo, just remove the stepper and the controller, and install the servo, driving it directly from the ELS board. If you are not currently using a speed reduction gear or belt, that would be desired.It’s a stepper, same one clough42 used. He ended up going to a stronger stepper (one with a servo built in if I remember correctly) and as much as I’d like to follow suit, I’m just not ready to attack that just yet. I want to use my equipment more than I want to tinker with it anymore. TBH it’s a few steps above my comfort zone.
I am not sure why you say it is above your comfort zone. The machining was easy (90% on the mill), and installation was a snap.
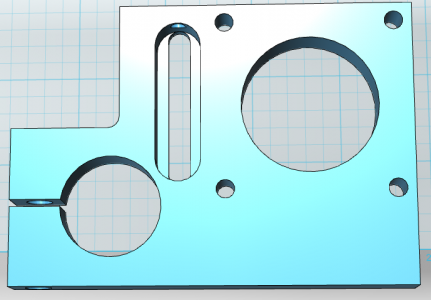
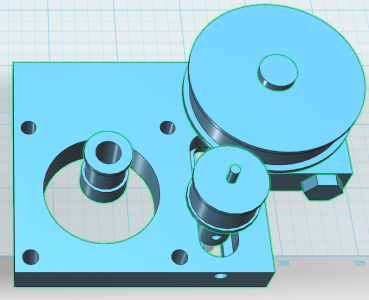
Here is my solution:
Attachments

Last edited:





