- Joined
- Nov 9, 2018
- Messages
- 377
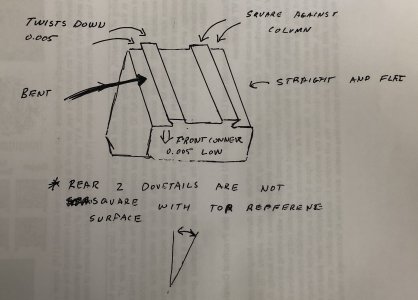
Getting ready to pull the knee off this mill, all of the dovetail ways are badly mis-aligned. The Z dovetail is angled at like 0.015 over 8”.
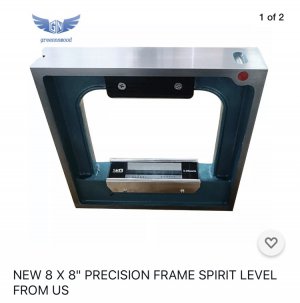
I’m basically planning to pull it off and secure and level it to something solid, like my workbench. I just ordered an 8” square frame level, graduated to 0.05mm/m (~0.0002” / foot).
I’ve never done this before, so not really sure what to mount the knee to.
My bench is solid welded 2” box tube, top is 1.25” steel plate with 3/8 mounting holes drilled and tapped, whole thing weighs about 1100 lbs.
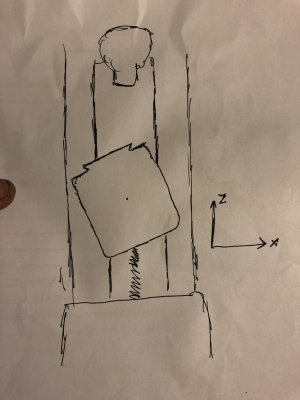
So I’m thinking get some all-thread and 2x4 to build a fixture to hold the knee, then I suppose I need a way to make fine level adjustments on it.
I have the top surface of the knee scraped flat, so I’ll use this as a reference to line up the column ways and dovetails.
I suppose scraping it will cause the reference to shift, so I guess I’ll have to re-check the level each scraping pass.
Also the knee doesn’t look that heavy, I’m guessing maybe 100 lbs, so I can easily lift that by hand onto my surface plate and ink it directly.
Does this sound like a reasonable approach?
I’m basically planning to pull it off and secure and level it to something solid, like my workbench. I just ordered an 8” square frame level, graduated to 0.05mm/m (~0.0002” / foot).
I’ve never done this before, so not really sure what to mount the knee to.
My bench is solid welded 2” box tube, top is 1.25” steel plate with 3/8 mounting holes drilled and tapped, whole thing weighs about 1100 lbs.
So I’m thinking get some all-thread and 2x4 to build a fixture to hold the knee, then I suppose I need a way to make fine level adjustments on it.
I have the top surface of the knee scraped flat, so I’ll use this as a reference to line up the column ways and dovetails.
I suppose scraping it will cause the reference to shift, so I guess I’ll have to re-check the level each scraping pass.
Also the knee doesn’t look that heavy, I’m guessing maybe 100 lbs, so I can easily lift that by hand onto my surface plate and ink it directly.
Does this sound like a reasonable approach?
Attachments
-
 81415651-D9FD-4A61-ADF4-22BC306CB13E.jpeg3.3 MB · Views: 36
81415651-D9FD-4A61-ADF4-22BC306CB13E.jpeg3.3 MB · Views: 36 -
 6130BDAF-BDB4-4C43-9C03-221DE649BA48.jpeg3.2 MB · Views: 35
6130BDAF-BDB4-4C43-9C03-221DE649BA48.jpeg3.2 MB · Views: 35 -
 3DF54B7C-A1C1-4E16-82F1-05ACB0D4DC86.jpeg3.4 MB · Views: 29
3DF54B7C-A1C1-4E16-82F1-05ACB0D4DC86.jpeg3.4 MB · Views: 29 -
 52F54ACA-B2E7-4991-BF7B-3CAD0B7C9F0E.jpeg2.8 MB · Views: 28
52F54ACA-B2E7-4991-BF7B-3CAD0B7C9F0E.jpeg2.8 MB · Views: 28 -
 8D650661-221E-45A9-BFF1-FC03A91C621D.jpeg83.5 KB · Views: 30
8D650661-221E-45A9-BFF1-FC03A91C621D.jpeg83.5 KB · Views: 30
")