I like your solution on this one, I will store that for future baler reference.
I had to do a similar shaft repair on a round baler.
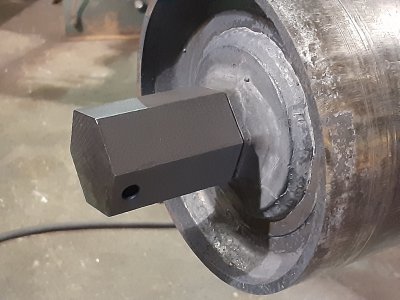
Mine was a hex shaft 5' 6" long with a 4 inch bearing surface on one end only.
I have a 13x 40 lathe and it did not fit thru the chuck or head stock.
A local scrap yard just happened to have two 6 foot long chunks of 1-3/4 hex, 1141 Fatigue Proof.
I took the tail stock completely off the lathe and put a steady rest at the very end of the bed.
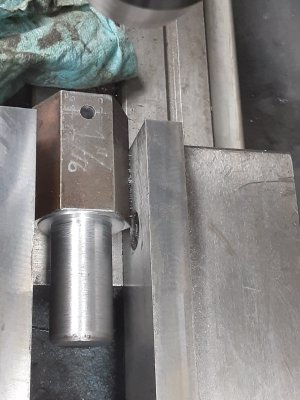
But we all know that hex stock does not run well in a steady rest. So I bought a 1-3/4, 6 point socket and cut off the 3/4 drive end, then put a few wraps of tape around the hex till the socket was a nice snug fit and ran the socket in the steady rest with the other end in the 3 jaw.
With the lathe at max speed (VERY SCAAAARRRRRY) I used an angle grinder to clean up the end of the bar hanging out the end of the lathe, to do my best attempt at facing it flat.
I was then able to machine the 4 inch bearing surface right at the chuck and part it off to length, Since I had 2 pieces I made another just like the first.
That farmer has been using the first shaft for the last 20+ years of 3 cuts per year on ~750 acres, the spare is still in the rafters. It cost him a nice dinner and a few cold ones while we installed it.
Yes the new one was stupid expensive.