Both responses simplify matters a great deal. As a functional gear, appearance doesn't matter, and being in the carriage drive train can be brass, aluminium, or even plastic. As for the original, busted like that it likely won't be recoverable. A real old time machinist might be able to repair the gear, when he was so drunk he couldn't walk. Maybe. . . But an amateur wouldn't be able to restore a usable gear. Stick the pieces together, sure. Even I could do that. But to line up everything where the teeth would be usable, not very likely.
You will want to reassemble the gear enough to determine the details. Nothing accurately, just enough to get bore diameter, overall diameter, tooth count and pitch, thickness at the bore and at the rim. Being a change gear, likely is consistant thickness. But be sure. Once the details are noted, keep the pieces to chunk at a 'possum or a 'coon. Bore diameter and pitch can be determined from another intact gear in the train. The bottom line here is that once these are known, there are innumerable ways to deal with a replacement.
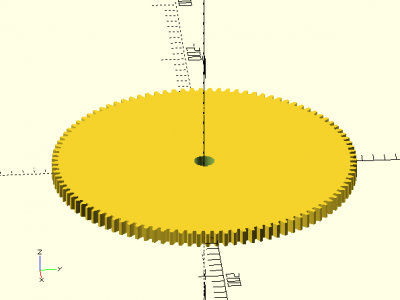
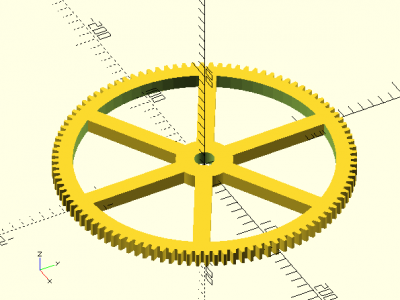
Simplist is to go to a vendor, such as Boston Gear, to get another gear. They might not have the thickness you need, change gears are usually thin and "flat". Running gears will have a wider rim (teeth) and hub and need to be faced down. If you have access to a 3D printer, make one. Or get a friend to. A gear can be cut on a lathe. It takes a little tinkering to get all the misc pieces together, but doesn't require the lead screw to run. A gear cutter is the most optimal but can be done with a lathe tool ground to the proper profile. You have the broken gear as a pattern, just grind a tool to match.
Change gears can be thought of as "timing gears", there is little torque involved. Just enough to turn the lead screw. Aluminium makes a good choice here, my Atlas built machine uses ZAMAK, a zinc and aluminium alloy, for change gears. I also have an Asian machine that has cast iron(?) gears. There are many users here that have 3D printed change gears. The plastic holds up quite well in such a low torque use.
Gear pitch will be dependent on the lathe. My Craftsman/Atlas has 16DP gears. The Asian machine uses Modulus 1 (25.4 DP). When and where your machine was built will determine the pitch. American machines use both systems, DP being the most common. Asian and European also use both with Modulus being the most common. A lathe is often refered to as the "queen" of machine tools. With the appropriate knowledge, it can build itself. Repairing itself is a derivitive of that. Everything (literally all) you would need to know is in "Machinery's Handbook". A recent copy is a little overbearing with all the leading edge technology they have. The ones from around WW2 to about 1960 are the most useful to the amateur. Less sorting out of hi-tech stuff to go through. The end result is that you are looking at time and knowledge being the only limiting factors. The actual gear is a piece of cake.
.





")

