Picked up this chuck a while back for scrape price. It worked but just not 100% I did get it apart and found its just not traveling that last bit to get the plates lined up correctly.
I am not a machinist and often these small jobs can be frustrating as how to approach a repair on this.
Now that I have a 4 jaw I was thinking of machining the crank assembly
Another approach was to mill off the worn stub and make a press fit replacement and braze it in place? Or green loctite.
It will be a lightly used tool
I did get a price list from walker. The $$$ spent to fix it will go better towards tools and time learning to fix it
HANDLE ASSY P/N 58-BB984-??SP $125 EACH ( chuck size needed to complete part number)
CRANKSHAFT P/N 39-DD999 $ 160 EACH
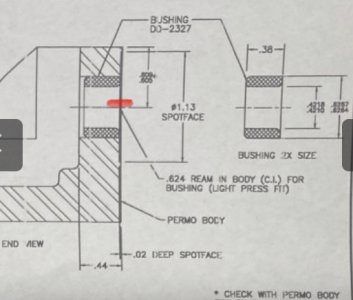
BUSHING P/N 39-DD2327 $ 25 EACH
CAMLINK P/N 44-DXMY777 $ 80 EACH
INTERNAL SPRING P/N 39-DXMY635 $ 10 EACH
SEAL P/N 39-DD1222 $ 15 EACH



I am not a machinist and often these small jobs can be frustrating as how to approach a repair on this.
Now that I have a 4 jaw I was thinking of machining the crank assembly
Another approach was to mill off the worn stub and make a press fit replacement and braze it in place? Or green loctite.
It will be a lightly used tool
I did get a price list from walker. The $$$ spent to fix it will go better towards tools and time learning to fix it
HANDLE ASSY P/N 58-BB984-??SP $125 EACH ( chuck size needed to complete part number)
CRANKSHAFT P/N 39-DD999 $ 160 EACH
BUSHING P/N 39-DD2327 $ 25 EACH
CAMLINK P/N 44-DXMY777 $ 80 EACH
INTERNAL SPRING P/N 39-DXMY635 $ 10 EACH
SEAL P/N 39-DD1222 $ 15 EACH
Last edited: