- Joined
- Nov 14, 2016
- Messages
- 3,262
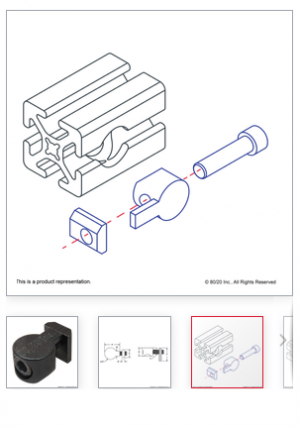
Studying my frame and the profiles (bars) that I used, I conclude that the only other internal connector that will work at the corners (where the feet are) is the standard anchor fastener. It provides a significantly stronger connection than the inside-outside hidden corner connectors that I used. Also, the anchor fastener does not have a disadvantage that I found with the hidden corner connectors: Adjusting the position slightly after the set screws have been set is difficult, in that the set screws tend to reset into the original positions.
The anchor fastener requires one of the T-slot profiles to be machined: a hole 0.563" diameter x 0.425" deep. 8020.net sells an achor fastener counterbore cutter for the 10-series profiles: part no. 6160, mill diameter 9/16", $55. A photo of the cutter is attached.
In the photo, the cutter appears to be pointed at the end. Would an ordinary two-flute end mill work OK to machine the hole with a Sherline 5400 mill? I have read about end mills. It seems that two-flute end mills are generally center cutting (capable of drilling or plunge cutting). I found that littlemachineshop.com is selling a 9/16" dia two-flute HSS end mill for $9.
You can get both 2 and 4 flute center cutting end mills.
I would think that would work if you didn't try to take too much too fast, but I have not done much plunge cutting on the mill and nothing that big / deep. The size may be an issue, 3/8" has been my go to endmill on the Sherline mill, larger and plunge cutting might be too much for it. Maybe drill it out and then finish with the end mill? Not really sure.
Hopefully someone with more experience will be along to give you a better answer.