- Joined
- Oct 31, 2016
- Messages
- 2,649
Canuck75
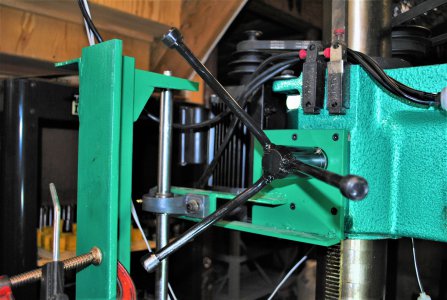
I hear you on the length of the control arm and that longer is better. After it was pointed out above about the amount of potential error when trying to use a scribed line and witness mark I did a drawing on Google Sketchup to measure how much a small amount of error at the the column escalated to huge errors at the quill. My column is 4" in diameter and my quill center line is 10.5" from the center line of the column so the potential for error at the quill is huge.
Last evening I sold a 16" Walter rotary table I had gotten with my mill/drill (wouldn't fit on my mill/drill) to the owner of a local machine shop and we were talking about ways to solve the X axis problem. In his opinion the best solution would be to use spacers of different heights off the table. There would be a base plate clamped to the table and a top plate with T slots in it to hold the work. Then have spacers of varying thicknesses used to raise the work to the height needed. Drill a hole in each of the four corners of the base plate, top plate and spacers for pins to keep everything aligned and a hole along each side for a flat head machine screw to hold everything together. He also suggested making the spacers in a grid pattern to cut down on the weight of the spacers. He even suggested drilling and taping a hole through the head into the column for a bolt to lock the head to the column. That would be what he would do if he had a mill/drill in his shop. See drawing.
It would be more time consuming to take off the top plate and a spacer to change the bit in the quill but you would not lose the alignment of the work to the quill. Just another possible solution.

I hear you on the length of the control arm and that longer is better. After it was pointed out above about the amount of potential error when trying to use a scribed line and witness mark I did a drawing on Google Sketchup to measure how much a small amount of error at the the column escalated to huge errors at the quill. My column is 4" in diameter and my quill center line is 10.5" from the center line of the column so the potential for error at the quill is huge.
Last evening I sold a 16" Walter rotary table I had gotten with my mill/drill (wouldn't fit on my mill/drill) to the owner of a local machine shop and we were talking about ways to solve the X axis problem. In his opinion the best solution would be to use spacers of different heights off the table. There would be a base plate clamped to the table and a top plate with T slots in it to hold the work. Then have spacers of varying thicknesses used to raise the work to the height needed. Drill a hole in each of the four corners of the base plate, top plate and spacers for pins to keep everything aligned and a hole along each side for a flat head machine screw to hold everything together. He also suggested making the spacers in a grid pattern to cut down on the weight of the spacers. He even suggested drilling and taping a hole through the head into the column for a bolt to lock the head to the column. That would be what he would do if he had a mill/drill in his shop. See drawing.
It would be more time consuming to take off the top plate and a spacer to change the bit in the quill but you would not lose the alignment of the work to the quill. Just another possible solution.