- Joined
- May 11, 2017
- Messages
- 232
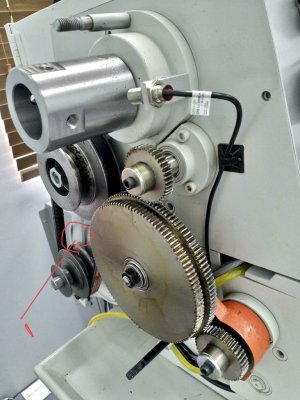
After watching the troubleshooting adventures of @TX COWDOC in this thread (https://www.hobby-machinist.com/threads/facets-in-my-16-tpi-threads-need-some-help.89625/), I decided to try the "glass of water on the headstock" test on my 3phase 1236T and saw some concerning vibrations at various RPMs. I have been noticing some issues with some cuts and seeing them get better and worse with some minor RPM changes via the VFD.
I thought I'd take all the advice on that thread and others about eliminating vibrations. I plan on replacing the motor pulley and getting a notched belt (already replaced the stock belt), but I thought I'd start looking at the motor first and work my way towards the chuck.
I measured the TIR of the motor shaft at 0.0015 and have no idea if that's acceptable or not. Can anyone advise?
I thought I'd take all the advice on that thread and others about eliminating vibrations. I plan on replacing the motor pulley and getting a notched belt (already replaced the stock belt), but I thought I'd start looking at the motor first and work my way towards the chuck.
I measured the TIR of the motor shaft at 0.0015 and have no idea if that's acceptable or not. Can anyone advise?