

- Joined
- Oct 10, 2018
- Messages
- 543
Hi:
Then:

Atlas618_front by Craig T, on Flickr
Now:

IMG_2799 by Craig T, on Flickr
The motor isn't mounted properly but I couldn't resist chucking up a poor little piece of brass...
My first chips (ever):
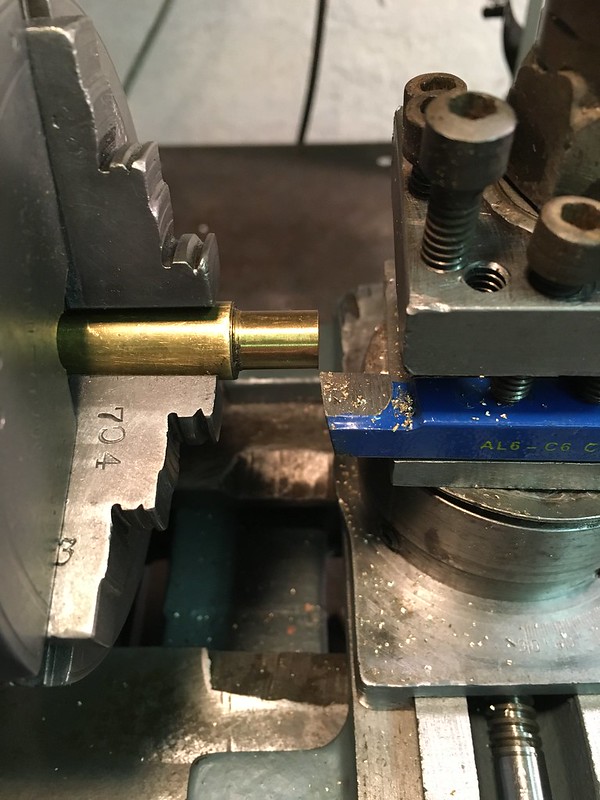
IMG_2797 by Craig T, on Flickr
Pretty stoked to actually cut spinning metal. It seems that the homemade indexing tool post is pretty close to on-center with 3/8" tooling.
I plan to switch from the 1/4 HP motor that is on it now to a 1/2 HP that is still at the motor shop. Hopefully soon.
Craig
Then:
Atlas618_front by Craig T, on Flickr
Now:
IMG_2799 by Craig T, on Flickr
The motor isn't mounted properly but I couldn't resist chucking up a poor little piece of brass...
My first chips (ever):
IMG_2797 by Craig T, on Flickr
Pretty stoked to actually cut spinning metal. It seems that the homemade indexing tool post is pretty close to on-center with 3/8" tooling.
I plan to switch from the 1/4 HP motor that is on it now to a 1/2 HP that is still at the motor shop. Hopefully soon.
Craig