- Joined
- Dec 25, 2017
- Messages
- 141
This post is meant to be an educational effort in advance of modifying my bandsaw to improve low-speed torque and prevent stalling the blade when cutting steel. I have seen that a number of the HM community have made similar improvements. Perhaps we can collect that experience, specific to bandsaws, here in great detail.
My specific challenge is that I own a Grizzly G0621 wood/metal bandsaw. This is extremely similar to the current model G0261X
https://www.grizzly.com/products/grizzly-13-1-2-1-1-4-hp-vertical-wood-metal-bandsaw/g0621x
The saw uses 1-phase 240VAC power on a 30A circuit. I’d like to keep that as-is.
The saw has an AC induction motor, 1.25 HP, 3-phase at the motor, 1725 RPM.
It has a built-in electronic inverter/VFD that I have nearly zero information about.
The VFD display reads directly in blade speed FPS, a nice feature but not required.
If turn the speed knob to its limits I get a
-> max speed of 3022 FPS
-> min speed of 50 FPS or so before the blade just stops
When cutting 0.25-inch steel plate at about 150 FPS, it cuts well but I can easily stall the blade by pushing moderately hard on the piece. A gentler push keeps the cutting moving along at a gentle pace.
Further FYI: I have a horizontal 5”x6” bandsaw, Grizzly G9742, that is a champ. If I can cut it there, that is what I do.
That is the set-up. I’d to apply more pressure on the work piece without stalling.
I see a few general options and I’d like this community to help me select the best path for my situation.
Possibilities are (please add any other options that I have missed):
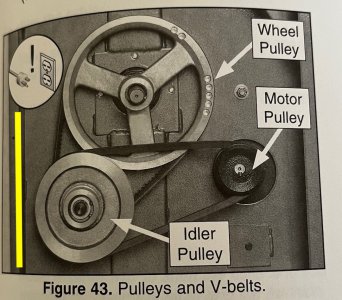
1) Further mechanical drive ratio reduction. Allow the motor to spin faster at 100-150 FPS blade speed and thus stay higher up on the torque-vs-RPM curve. This could be accomplished either by changing the idler pully or including a gear reduction at the motor shaft. I believe that a further drive ratio reduction of 2:1 or 3:1 might be adequate as this would double or triple the motor speed at a given blade speed. Of course, the max blade speed would drop to 1000-1500 FPS, still nice for metal. Is my thinking correct here?? Swapping out the idler pully might run into limitations in maximum size due to clearance against the frame of the saw (see image, yellow line marks the frame of saw).
2) Boosting the HP by swapping in a larger AC induction motor and suitable VFD. How much HP is enough? This is experience-based and intuitive. What works for the hobby-machinist? Any specific guidance on motors and controllers. Is vector control needed or desired here? Please educate me as to what is practical and achievable.
3) Shifting to DC motor and controller. The high torque at low RPM seems attractive. What are the pros/cons of this approach? Again, can you suggest motors and controllers?
here is the image, taken from the manual, of the belt drive system.

My specific challenge is that I own a Grizzly G0621 wood/metal bandsaw. This is extremely similar to the current model G0261X
https://www.grizzly.com/products/grizzly-13-1-2-1-1-4-hp-vertical-wood-metal-bandsaw/g0621x
The saw uses 1-phase 240VAC power on a 30A circuit. I’d like to keep that as-is.
The saw has an AC induction motor, 1.25 HP, 3-phase at the motor, 1725 RPM.
It has a built-in electronic inverter/VFD that I have nearly zero information about.
The VFD display reads directly in blade speed FPS, a nice feature but not required.
If turn the speed knob to its limits I get a
-> max speed of 3022 FPS
-> min speed of 50 FPS or so before the blade just stops
When cutting 0.25-inch steel plate at about 150 FPS, it cuts well but I can easily stall the blade by pushing moderately hard on the piece. A gentler push keeps the cutting moving along at a gentle pace.
Further FYI: I have a horizontal 5”x6” bandsaw, Grizzly G9742, that is a champ. If I can cut it there, that is what I do.
That is the set-up. I’d to apply more pressure on the work piece without stalling.
I see a few general options and I’d like this community to help me select the best path for my situation.
Possibilities are (please add any other options that I have missed):
1) Further mechanical drive ratio reduction. Allow the motor to spin faster at 100-150 FPS blade speed and thus stay higher up on the torque-vs-RPM curve. This could be accomplished either by changing the idler pully or including a gear reduction at the motor shaft. I believe that a further drive ratio reduction of 2:1 or 3:1 might be adequate as this would double or triple the motor speed at a given blade speed. Of course, the max blade speed would drop to 1000-1500 FPS, still nice for metal. Is my thinking correct here?? Swapping out the idler pully might run into limitations in maximum size due to clearance against the frame of the saw (see image, yellow line marks the frame of saw).
2) Boosting the HP by swapping in a larger AC induction motor and suitable VFD. How much HP is enough? This is experience-based and intuitive. What works for the hobby-machinist? Any specific guidance on motors and controllers. Is vector control needed or desired here? Please educate me as to what is practical and achievable.
3) Shifting to DC motor and controller. The high torque at low RPM seems attractive. What are the pros/cons of this approach? Again, can you suggest motors and controllers?
here is the image, taken from the manual, of the belt drive system.