A good, USA 60-grit white wheel should only set you back $40 or so.
Oh my bad! I think I was looking at the 7" ceramic/carbide grinding wheels in the cup style. But may be this 60 grit is all I need?


A good, USA 60-grit white wheel should only set you back $40 or so.


All in all, you've really expanded your tool sharpening capabilities with this project! I love grinding, and judging by the variety of tools you've tried out so far, you will too.
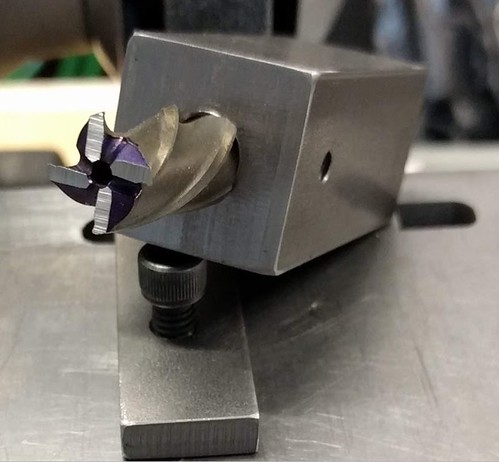
 Grinding is a lot of fun, and saves me a lot of money each year. I'm always imagining ways I can grind - and often ways I can't accomplish a grind - with my equipment. Right now I have a fixture block that's almost done to allow me to hold fluted countersinks at a 90 degree angle to the wheel to cut and sharpen countersink flutes. We'll see how that works out.
Grinding is a lot of fun, and saves me a lot of money each year. I'm always imagining ways I can grind - and often ways I can't accomplish a grind - with my equipment. Right now I have a fixture block that's almost done to allow me to hold fluted countersinks at a 90 degree angle to the wheel to cut and sharpen countersink flutes. We'll see how that works out.