

- Joined
- May 27, 2011
- Messages
- 49
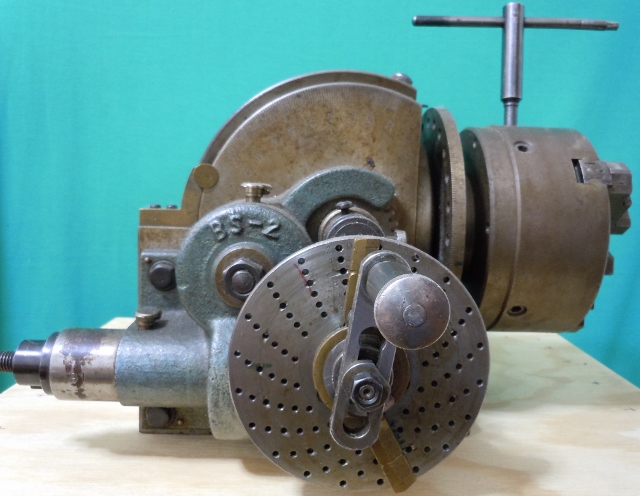
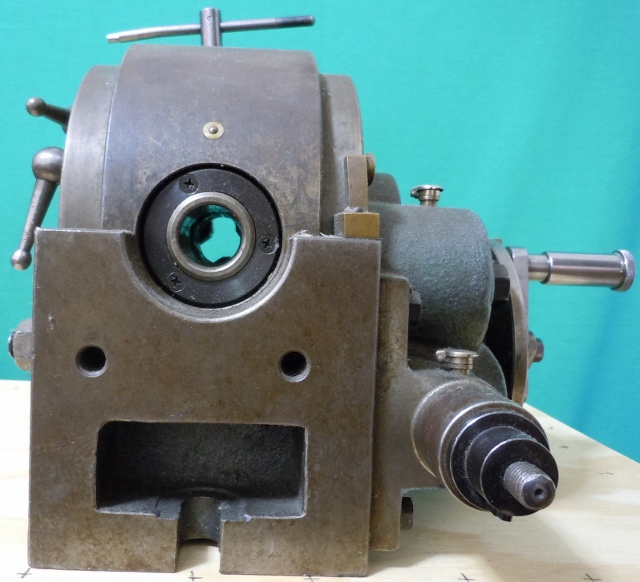
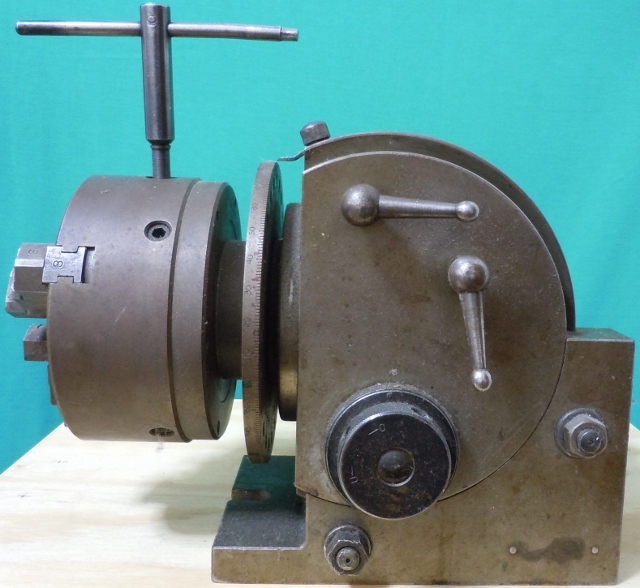
I confess I've never used a dividing head. This one was *gifted* to my shop complete with all the indexing plates and all the gears. My question: can I rotate the spindle while milling? There's no crank to rotate by hand....? I can see a lot of uses for this for indexing on the mill without using the table gear setup. I'd bet there's a youtube video on this") . Thanks for any help...
. Thanks for any help...


. Thanks for any help...