- Joined
- Dec 10, 2023
- Messages
- 73
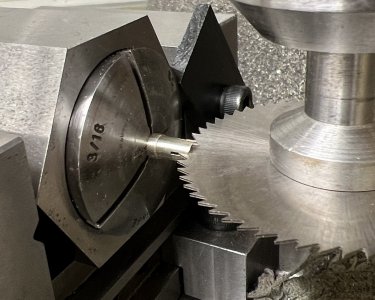
I need to cut a woodruff key slot in a cross slide feed screw (1/16" thick x 1/2 dia., key #204) . I plan to do this with a vertical mill, holding the feedscrew horizontal. I've have done some slitting of thin walled tubing (ferrule tabs on bamboo fly rods) where centering is nice but not critical. For the ferrules, I held them in a hexagonal 5C collet block and made 3 through cuts, rotating the block between cuts. For centering, I mounted a laser edge finder in the collet block and raised/lowered the knee to center the laser beam on the slitting saw (0.008" thick). I used the spread of the light on the arbor as a quide as well as on the cutter.
I'm interested in hearing about alterative/better methods.
I'm interested in hearing about alterative/better methods.