

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Clausing Mill Vise Jaws - what to do?
- Thread starter JRT
- Start date
Yeah, I’m leaning towards buying a decent vise but I would like to make this one useable. I think I’m going to get a face mill and try that… I have a Rockwell 3/4 mill with 1/2 hp motor so I think it will have to be a smallish one and I’ll just go slow with a shallow depth of cut.
Woodchucker, it isn't holding me back. Thanks for the well thought out input. I am new to machining but I've made a few things including a gib for another machine so I have a little experience. I just want them clean and flat, like new, if thats possible. I think I'm going to look at a face mill that my 1/2 hp machine can run, slowly and with small depth of cuts. Not sure of face mill size limits for my machine but I'm careful and patient so I'm leaning towards a 2" - 3" face mill, possibly the TTS SuperFly kit with the R8 collet adapter that I keep reading about. I think I've gone down a rabbit hole...
- Joined
- Nov 25, 2015
- Messages
- 8,298
If you have a fly cutter you don't need a face mill. and again, end mills with multiple passes will result in a good finish.Woodchucker, it isn't holding me back. Thanks for the well thought out input. I am new to machining but I've made a few things including a gib for another machine so I have a little experience. I just want them clean and flat, like new, if thats possible. I think I'm going to look at a face mill that my 1/2 hp machine can run, slowly and with small depth of cuts. Not sure of face mill size limits for my machine but I'm careful and patient so I'm leaning towards a 2" - 3" face mill, possibly the TTS SuperFly kit with the R8 collet adapter that I keep reading about. I think I've gone down a rabbit hole...
I don’t have either, just regular endmills and they are all fairly old/neglected. I have been able to get some pretty good surface finishes but would like to make these vise jaws as nice as possible.
I’m looking at the Accusize face Mills with 5 inserts on Amazon and also the SuperFly think that seems to double as a 2 insert face mill or a Fly Cutter from Tormach…
I’m looking at the Accusize face Mills with 5 inserts on Amazon and also the SuperFly think that seems to double as a 2 insert face mill or a Fly Cutter from Tormach…
You're talking about removing .0005" off one side of a hardened vise jaw. Is that correct?
Probably more like a few thousandths, plus the top and sides. It has some pretty deep milling marks from its previous life.
Sent from my iPhone using Tapatalk
I'm not sure, BUT carbide inserts should be run deep enough that the chip breaker is helping to keep the cut deep enough to keep making a chip & not burnishing. Your jaws don't look very hard. So an insert designed with a less radiused edge may work. A sharp edge, finishing insert, may chip. Now that I see what you mill is, I'm not cure a face mill is the best solution. Reason: Inserts work best when they can be cutting deep enough to stay making a chip, not slipping up and over as the tool rotates. With multiple inserts on a face mill, ideally you set a deep enough cut and a fast enough feed that all the inserts are taking a deep enough cut to stay engaged and not slip out of the cut. The more ridged the machine the easier it is to keep all the inserts engaged. Finishing inserts can take thinner cuts at lower feed rates if required by limited power. Get yourself a fly cutter and HSS. Cheap and effective, not fast. They are also an excellent way of telling if your mill is in tram. If your mill is not well set up using a 1/2" end mill will provide a better result with less stepping showing. Stepping cuts are pretty undesirable on a jaw face. You can reduce them by using a piece of Wet & Dry sand paper stuck to a sheet of glass with water. You will be able to see any stepping and also polish it out. Don't start out crazy fine. 220 grit may be a good starting point and all you need unless you get crazy about wanting to use it as a mirror. Use good lapping practice by constantly changing the orientation of the part every few strokes. I'm getting carried away here. Above all have fun. I would never enter my jaw faces in a beauty contest!
- Joined
- Apr 16, 2019
- Messages
- 745
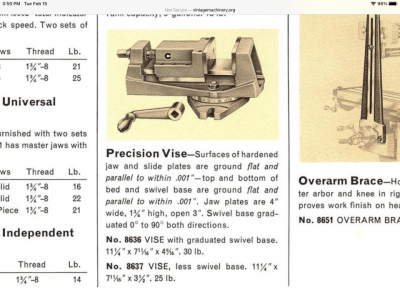
I just wanted to show some of the vise jaws that came with my Clausing mill and some of the vises specs . The jaws that were on it when I got it had a slight step which worked well for most jobs , you didn’t need parallels most of the time . I believe the jaws I have on now are the original ones . Showing are a ones Im guessing for a special job and one that I didn’t get the match , that one also has a step milled in . Myself I would get some new ground steel for new jaws and keep those for fixturing .
Attachments
-
 80C4C7E8-D8D5-42B1-9901-B1A8F2A89111.png738 KB · Views: 12
80C4C7E8-D8D5-42B1-9901-B1A8F2A89111.png738 KB · Views: 12 -
 A3343FA6-A821-4E13-9690-9A702FC4CA7F.jpeg77.8 KB · Views: 12
A3343FA6-A821-4E13-9690-9A702FC4CA7F.jpeg77.8 KB · Views: 12 -
 B7DC6D0D-D786-4BC3-9FBD-026CC117F5D0.jpeg69.9 KB · Views: 11
B7DC6D0D-D786-4BC3-9FBD-026CC117F5D0.jpeg69.9 KB · Views: 11 -
 9F7592D8-9123-4110-ADD1-08335861EADB.jpeg65.3 KB · Views: 12
9F7592D8-9123-4110-ADD1-08335861EADB.jpeg65.3 KB · Views: 12 -
 3D4282BD-177F-4AB8-9877-0EF8D6791A79.jpeg61.8 KB · Views: 13
3D4282BD-177F-4AB8-9877-0EF8D6791A79.jpeg61.8 KB · Views: 13
So I ended up taking them off, using some Windexed 600 grit paper on my surface place and shining them up a little. I put the main jaw on backwards and got it to less than .0005 from one side to the other. Worked great! Here’s a video to show how it is now. Also, in the video you’ll see the initials JS stamped towards the bottom. I assume that is who originally made these jaws.