

- Joined
- Jan 6, 2017
- Messages
- 1,214
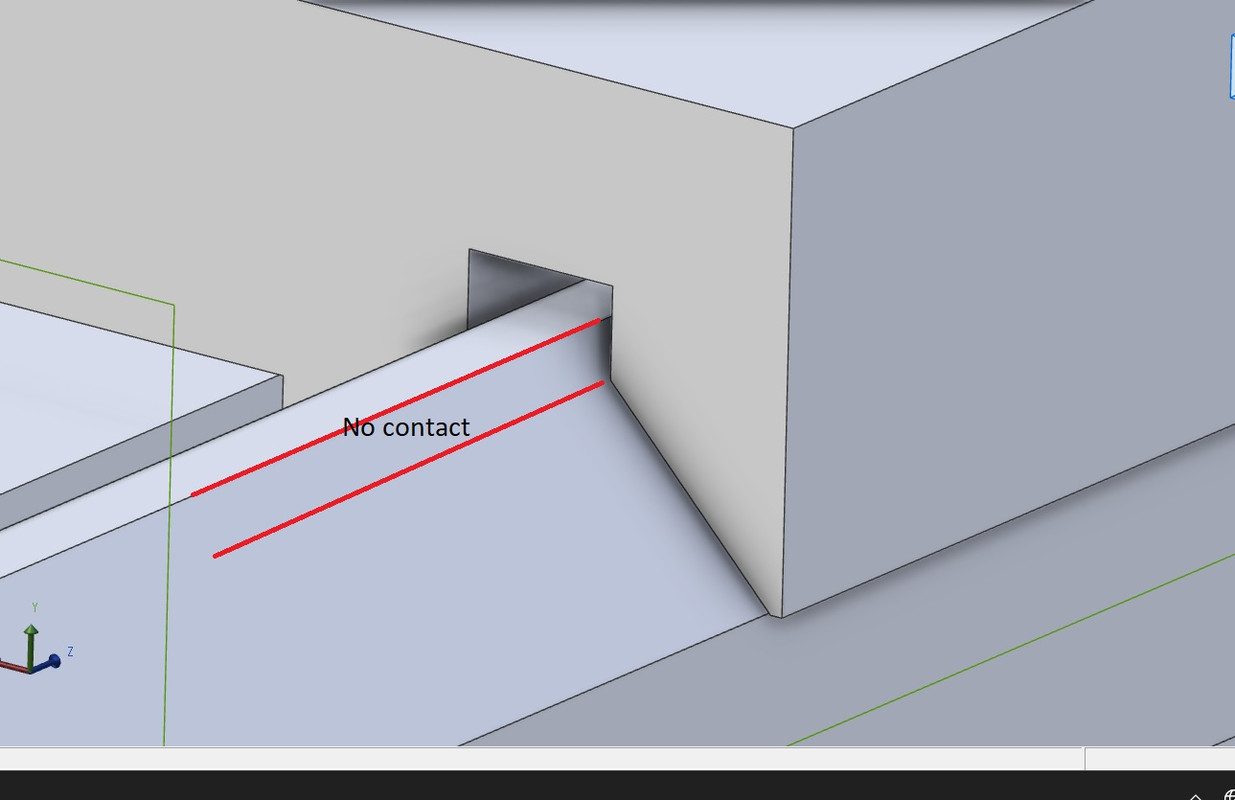
The bed on my lathe has minimal wear, and I recently scraped the underside of the saddle to improve the amout of contact area. While I had it apart, I noticed that the V under the saddle doesn't fully contact the beds V way. There is an about 3/16" wide where the saddle doesn't contact the ways because the milled notch in the top of the V is too wide.
Like this:
I was considering milling the surfaces, adding some Turcite and scraping it in, to correct this. I was thinking about using the Turcite epoxy/cement to partially infill the milled notch, in order to get full contact across the ways.
Something like this:

Then afterward, scraping in the Turcite.
Is there any reason this wouldn't work? Should I leave it alone, or is this worth addressing with Turcite?
Like this:
I was considering milling the surfaces, adding some Turcite and scraping it in, to correct this. I was thinking about using the Turcite epoxy/cement to partially infill the milled notch, in order to get full contact across the ways.
Something like this:
Then afterward, scraping in the Turcite.
Is there any reason this wouldn't work? Should I leave it alone, or is this worth addressing with Turcite?
Last edited:
