

- Joined
- Feb 21, 2022
- Messages
- 786
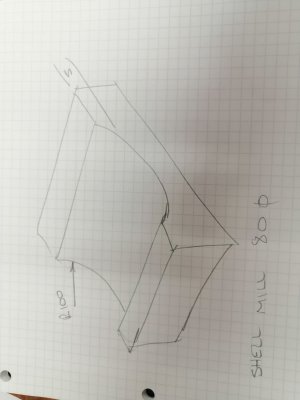
My plan is to cut a curved groove by tilting the head of my mill.
The groove is 100mm radius and 5mm deep.
My cutter is 80mm diameter.
I calculate the groove width will be 62.45mm @ 5mm deep.
The formula that I have seen is:
Sin of the head tilt angle = Cutter diameter divided by the required radius.
This seems a bit general as it does not have a reference to the depth.
However, I get 23.57 degrees using this formula.
This angle will give the correct width at 6mm deep - 1mm too deep!
At the correct depth it gives a width of 58.1mm - about 4mm too narrow.
My calcs give an angle of 19.47 degrees to give the correct width at the correct depth.
Has anyone had experience with using this standard formula?
Am I using the wrong formula?
Are my calcs wrong?
Thanks.
The groove is 100mm radius and 5mm deep.
My cutter is 80mm diameter.
I calculate the groove width will be 62.45mm @ 5mm deep.
The formula that I have seen is:
Sin of the head tilt angle = Cutter diameter divided by the required radius.
This seems a bit general as it does not have a reference to the depth.
However, I get 23.57 degrees using this formula.
This angle will give the correct width at 6mm deep - 1mm too deep!
At the correct depth it gives a width of 58.1mm - about 4mm too narrow.
My calcs give an angle of 19.47 degrees to give the correct width at the correct depth.
Has anyone had experience with using this standard formula?
Am I using the wrong formula?
Are my calcs wrong?
Thanks.
.png")
.png")