

I need to face a number of 4" PVC pipes, 12" long. I came up with an idea I think might work, but I am not sure how well. I also saw a video on Blondihacks yesterday where she did a similar thing for a copper boiler cylinder. I didn't care too much for her design, but it did work, and I suppose it might work for me, as well. Her idea was a split disc that could be widened with a pair of nuts on some threaded rod. Such a design is inevitably going to have some run-out - maybe quite a bit - which I don' like. Maybe I am being too picky?
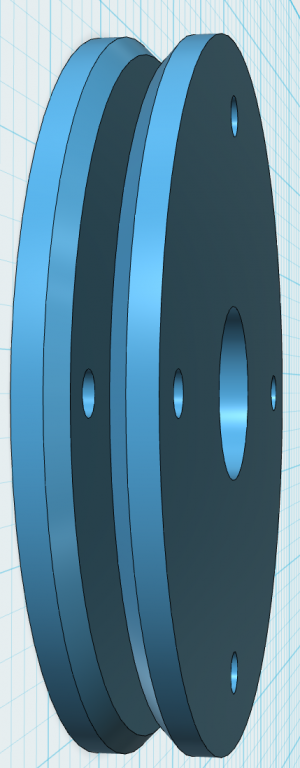
My idea is a pair of 1/4" plates with 4 holes in them, turned just a few thousandths smaller than the ID of the pipe. One plate has threaded holes. The other has through-holes. Holding the plates together are 4 cap screws. The edges of both plates are deeply chamfered to fit an o-ring. When the plates are clamped tightly, the o-ring will be forced tightly against the ID of the pipe, holding it firmly in place. Since there won't be any significant torque on the plates and no significant axial thrust, I think the assembly will be rigid enough to allow facing the tube with only a 0.001" or so run-out. I hope so, anyway.
I have not yet machined the two plates to size, so I can change my design easily at this point.
What does everyone think?
My idea is a pair of 1/4" plates with 4 holes in them, turned just a few thousandths smaller than the ID of the pipe. One plate has threaded holes. The other has through-holes. Holding the plates together are 4 cap screws. The edges of both plates are deeply chamfered to fit an o-ring. When the plates are clamped tightly, the o-ring will be forced tightly against the ID of the pipe, holding it firmly in place. Since there won't be any significant torque on the plates and no significant axial thrust, I think the assembly will be rigid enough to allow facing the tube with only a 0.001" or so run-out. I hope so, anyway.
I have not yet machined the two plates to size, so I can change my design easily at this point.
What does everyone think?
Attachments
Last edited: