

- Joined
- Mar 25, 2013
- Messages
- 4,631
I bought this hand tapper on eBay

It ended up being a lot rougher than I thought from the pictures. It had already been cleaned up to a cosmetic extent. The tap adapters were corroded to the point that the set screws would not come out and the taps were also solidly corroded in place. I put them in Kroil overnight and then tried without success. Finally I pulled out the old propane torch and heated. That actually worked quite nicely! I got the set screws out and drove out the taps with a punch.
Everything then got a bath in Evoporust. After some sandblasting and paint; here we are:


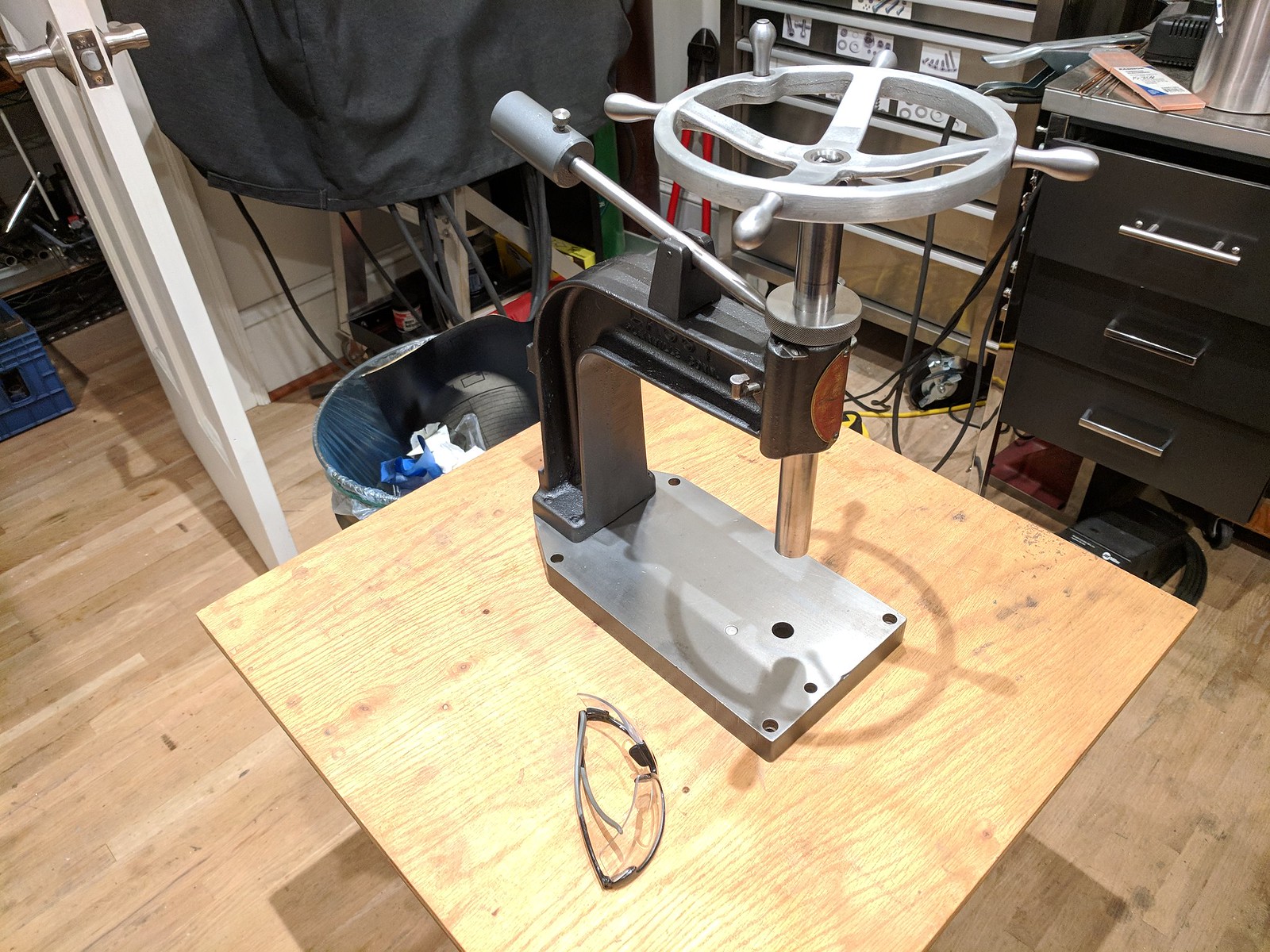
This model is a 10S. For some reason it does not have the slot in the base for a work clamp. I have seen others that did. Does any one have one of these? I also have a question about the counter weight arm bearing. If anyone is familiar with these machines please respond!
Robert
It ended up being a lot rougher than I thought from the pictures. It had already been cleaned up to a cosmetic extent. The tap adapters were corroded to the point that the set screws would not come out and the taps were also solidly corroded in place. I put them in Kroil overnight and then tried without success. Finally I pulled out the old propane torch and heated. That actually worked quite nicely! I got the set screws out and drove out the taps with a punch.
Everything then got a bath in Evoporust. After some sandblasting and paint; here we are:
This model is a 10S. For some reason it does not have the slot in the base for a work clamp. I have seen others that did. Does any one have one of these? I also have a question about the counter weight arm bearing. If anyone is familiar with these machines please respond!
Robert










