- Joined
- Sep 5, 2020
- Messages
- 43

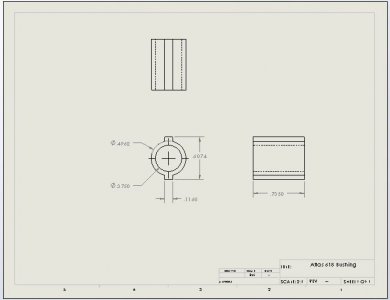
I might suggest using some sort of glue for the keys (loctite 609?) To avoid the welding, but that is a pretty good plan!Depends on what tools you have available. I'd turn the OD, rough the ID, mill slots for the keys without breaking out the ends of the bushing, make rectangular keys with a step on each end to allow the key to reach the end of the bushing when inserted in the slots, insert the keys and TIG across the ends of the key and bushing, then finish bore the ID.
Or something like that.
But then, I don't have a rotary table.
Yea, but where's the fun in that?I would first call Clausing and check on the availability of new ones. The larger one for the 10: and 12" is but I don't recall anyone ever saying whether the one for the 6" was or wasn't.