Hi All
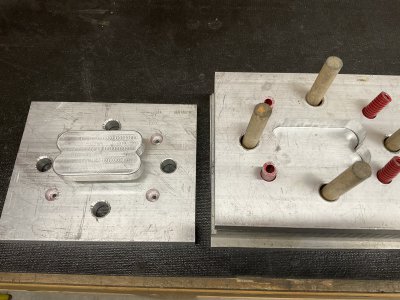
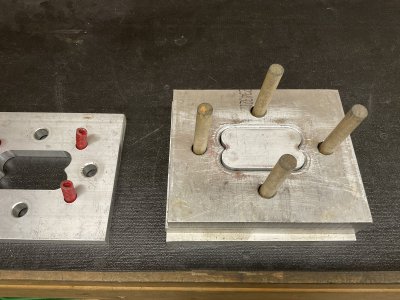
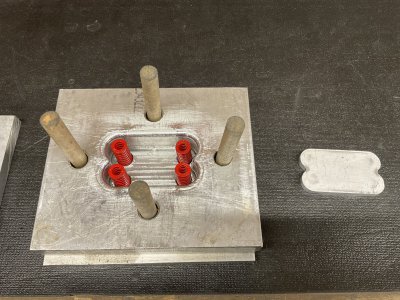
Any die press pros out there know how I can greatly reduce or eliminate the “pinching” you can see at the top ends of these pickup covers I pressed?
This is 24 gauge nickel-silver.
Any die press pros out there know how I can greatly reduce or eliminate the “pinching” you can see at the top ends of these pickup covers I pressed?
This is 24 gauge nickel-silver.