- Joined
- Aug 5, 2018
- Messages
- 261
Hello again friends,
Hope everyone is safe and well.
I'm in a really good mood today, guess some fresh air and yard cleanup on Saturday did the trick. Was 68 calm and sunny most of the day here in Queens.
However, back to business:
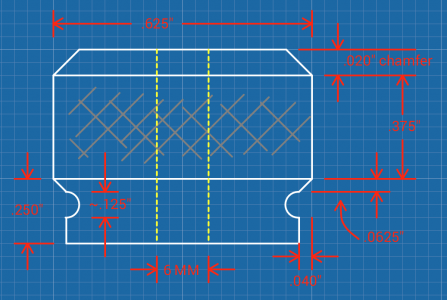
I decided to create knurled locking nuts for my many quick change tool holders since their center-line adjustment keeps changing (mostly my fault due to picking them up from the adjustment screw assembly from the storage area where I keep them) and needed to create a 5/32" radius just under the knurled portion. So, set off to my bench grinder with a fresh HSS blank and began the task. After some time, I had my tool complete.
I assumed since this would act much like a parting tool, I kept the top flat with about 4-5 degrees of clearance rake all around. I was using a piece of brass round bar 5/8" in diameter I found at the bottom of my cutoff bin to mass produce the nuts.
When being used, at slow speed and slow feed, the tool would start cutting very nicely but towards the final depth of the cut (.055-.070), I would experience intermittent chatter. No matter how slow i fed the tool, chatter. After several operations, I realized that it always seemed to start at the same depth of cut.
This made me wonder, could it be the material; a harder internal area of the material or was there a flaw in the tool geometry. Since it only started happening at a particular depth and was intermittent at that depth but always at the same depth, I leaned towards material.
Any thoughts or suggestions?
Michael
Hope everyone is safe and well.
I'm in a really good mood today, guess some fresh air and yard cleanup on Saturday did the trick. Was 68 calm and sunny most of the day here in Queens.
However, back to business:
I decided to create knurled locking nuts for my many quick change tool holders since their center-line adjustment keeps changing (mostly my fault due to picking them up from the adjustment screw assembly from the storage area where I keep them) and needed to create a 5/32" radius just under the knurled portion. So, set off to my bench grinder with a fresh HSS blank and began the task. After some time, I had my tool complete.
I assumed since this would act much like a parting tool, I kept the top flat with about 4-5 degrees of clearance rake all around. I was using a piece of brass round bar 5/8" in diameter I found at the bottom of my cutoff bin to mass produce the nuts.
When being used, at slow speed and slow feed, the tool would start cutting very nicely but towards the final depth of the cut (.055-.070), I would experience intermittent chatter. No matter how slow i fed the tool, chatter. After several operations, I realized that it always seemed to start at the same depth of cut.
This made me wonder, could it be the material; a harder internal area of the material or was there a flaw in the tool geometry. Since it only started happening at a particular depth and was intermittent at that depth but always at the same depth, I leaned towards material.
Any thoughts or suggestions?
Michael