

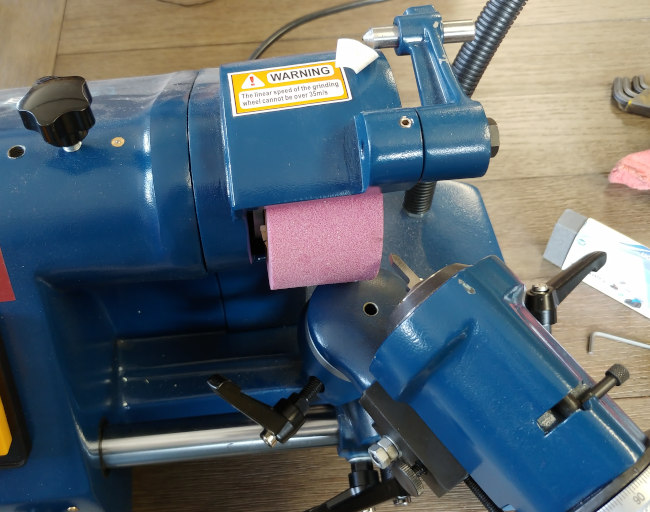
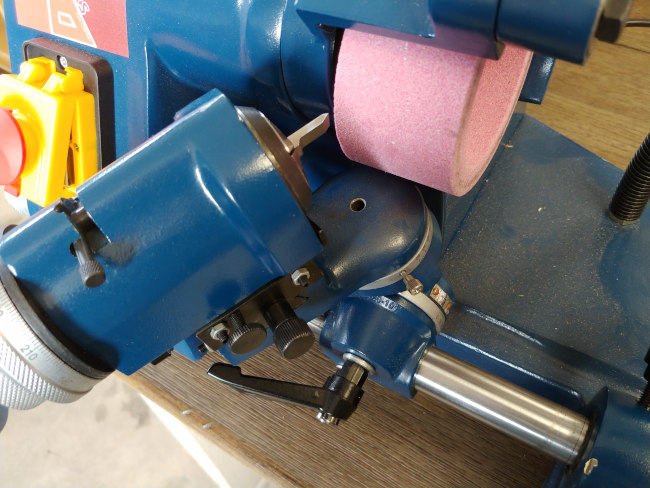
I recently purchased a Shars “Universal End Mill Cutter Drill Bit Grinder Sharpener”. While far from Universal it seems to be a decent D-bit or Single Lip cutter. Here’s a pic of the suspect:

I’ve done some reading but just starting to use the machine for real. Thus I have questions.")
I disassembled the lower portion of the work head for clean up and to ream a hole in the center of the rotating table. I figure this will be needed to grind a radius. I have some ideas for this but first..
I’d like to grind a lathe threading tool. Something like the pictures below.
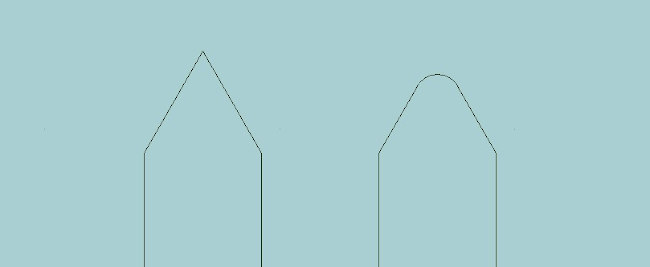
It just has a 60 degree included angle with, say, 5 degree relief on left and right faces. Let’s leave the top flat, no back relief. Extra credit for the radius shown on the right hand side. How would you grind this tool using a d-bit grinder? Note, on the Shars you can’t rotate the “table” far enough to grind the right hand face as the head interferes with the wheel cover and/or the wheel.
I’ve come up with two alternatives each having drawbacks. The first depends on a square 5C collet and it’s ability to rotate the tool. Set the “tilt” to zero, the “rotary table” to 30 degrees, and the tool flat to the “table” (5C rotation=0). Now rotate the 5C 5 degrees and grind the left face. Next rotate the 5C -175 degrees from original zero and grind the right face. But, I understand you should grind into the cutting edge and the right side is backwards. Probably a touch up with a diamond stick would fix this , at least for HSS. However, I don’t see a way to grind the radius with this set-up. Also on the Shars you can only lock the 5C rotation at specific points, and 5 degrees isn’t one of them.
The second scheme is to set the “tilt” to 5 degrees, the “rotary table” to 30 degrees, and the tool flat to the table. This will work for the left side face. For the right hand face, the “tilt” is reset to -5 degrees, and the “table” to -30 degrees. The back side of the grinding wheel is used to grind this right hand face. This scheme doesn’t require a square 5C collet, the lathe tool holder could work. But I’m hesitant to grind on the back side of the wheel. Also the graduations for tilt don’t go negative.
I think we can get the radius with this second scheme but in two parts. Just swing the “rotary table” through an arc using each set up for part of the radius. (Here one has to set the center line of the rotary table to go though the center of the radius to be ground.) Note there are no “rotary table” stops to prevent going too far.
I suspect there are better ways. I’d be real interested to know how you go about this.
Thank you.
Hugh
I’ve done some reading but just starting to use the machine for real. Thus I have questions.
I disassembled the lower portion of the work head for clean up and to ream a hole in the center of the rotating table. I figure this will be needed to grind a radius. I have some ideas for this but first..
I’d like to grind a lathe threading tool. Something like the pictures below.
It just has a 60 degree included angle with, say, 5 degree relief on left and right faces. Let’s leave the top flat, no back relief. Extra credit for the radius shown on the right hand side. How would you grind this tool using a d-bit grinder? Note, on the Shars you can’t rotate the “table” far enough to grind the right hand face as the head interferes with the wheel cover and/or the wheel.
I’ve come up with two alternatives each having drawbacks. The first depends on a square 5C collet and it’s ability to rotate the tool. Set the “tilt” to zero, the “rotary table” to 30 degrees, and the tool flat to the “table” (5C rotation=0). Now rotate the 5C 5 degrees and grind the left face. Next rotate the 5C -175 degrees from original zero and grind the right face. But, I understand you should grind into the cutting edge and the right side is backwards. Probably a touch up with a diamond stick would fix this , at least for HSS. However, I don’t see a way to grind the radius with this set-up. Also on the Shars you can only lock the 5C rotation at specific points, and 5 degrees isn’t one of them.
The second scheme is to set the “tilt” to 5 degrees, the “rotary table” to 30 degrees, and the tool flat to the table. This will work for the left side face. For the right hand face, the “tilt” is reset to -5 degrees, and the “table” to -30 degrees. The back side of the grinding wheel is used to grind this right hand face. This scheme doesn’t require a square 5C collet, the lathe tool holder could work. But I’m hesitant to grind on the back side of the wheel. Also the graduations for tilt don’t go negative.
I think we can get the radius with this second scheme but in two parts. Just swing the “rotary table” through an arc using each set up for part of the radius. (Here one has to set the center line of the rotary table to go though the center of the radius to be ground.) Note there are no “rotary table” stops to prevent going too far.
I suspect there are better ways. I’d be real interested to know how you go about this.
Thank you.
Hugh