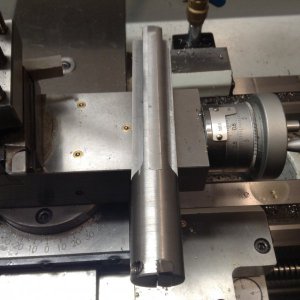
Good day all, from day one I never felt too comfortable putting too much stress on the cast press plates that came with my 12 tonne press. I am sure alot of you have them and know what I am talking about regarding the plates. There a good chunk of cast and thought I would make use of them and be set up to press from a 1/4 inch up 2.5. I needed some bigger v blocks as well for work holding and also to set angles on the table. Also just finished up a set of flycutters for surface finish , form tools boring and radiuses. I wanted to do the plates on the mill and don t have a boring head. I have time machines and material. Have To claw back a debt so the need for a set of fly cuttter from one inch to four and a half inch will do for now. Squared them up and dimensionally the same then bolted them together and went at it.
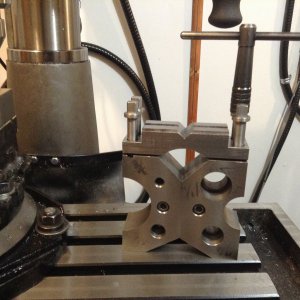
A few things had to be spot on. Be square. The 45 and 30 degree v blocks and the two pc.s exactly top to bottom dimensionally sound so they bolt togetether by just laying on a flat surface and ready to use.
A few more things to do. Threading and flycut the last twenty thou. My 3/4 collet is bad. I may just leave it anyways. I am sure I will have to clean them up some time. For now they work.















A few things had to be spot on. Be square. The 45 and 30 degree v blocks and the two pc.s exactly top to bottom dimensionally sound so they bolt togetether by just laying on a flat surface and ready to use.
A few more things to do. Threading and flycut the last twenty thou. My 3/4 collet is bad. I may just leave it anyways. I am sure I will have to clean them up some time. For now they work.