

Two questions for new to me Bridgeport
1. I want to clean and true up the table, take out the burrs, etc. Should I just flat file it?
2. I’m missing the key in the spindle that keeps the collet from rotating. I think I can live without it, because I certainly don’t want to pull the whole spindle to replace it. What’s the community consensus?
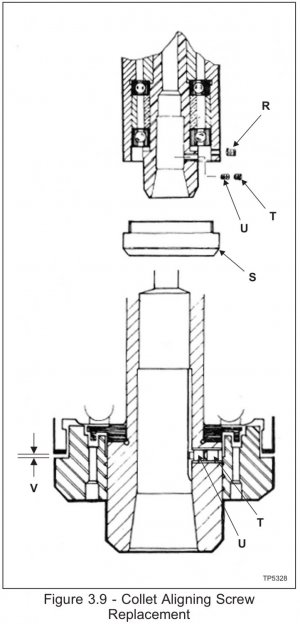
Update… I found the procedure to replace the screws (T & U), but now where do I buy the parts?
1. I want to clean and true up the table, take out the burrs, etc. Should I just flat file it?
2. I’m missing the key in the spindle that keeps the collet from rotating. I think I can live without it, because I certainly don’t want to pull the whole spindle to replace it. What’s the community consensus?
Update… I found the procedure to replace the screws (T & U), but now where do I buy the parts?
Attachments

Last edited:
