- Joined
- May 6, 2018
- Messages
- 59
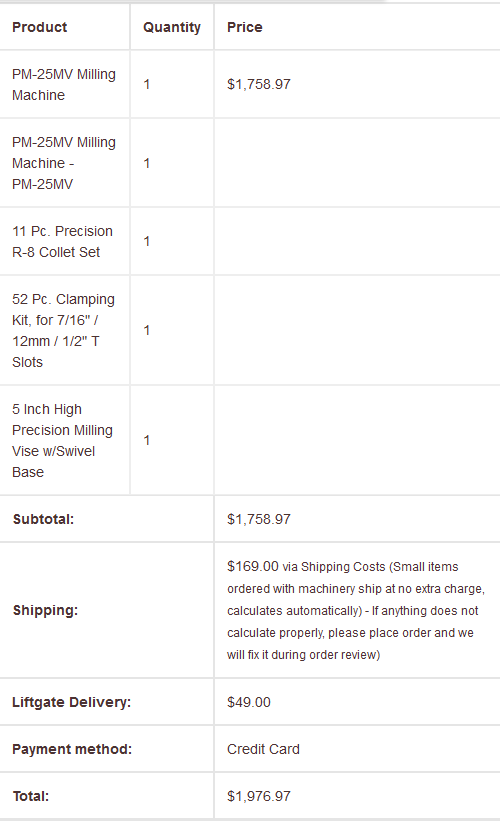
I just took delivery of my PM-25MV a few weeks ago. Its a very well built machine for its class as most would agree. I chose this over the similar Grizzly machine for two reasons. First it has a belt drive instead of plastic gears, and secondly because it came with a 3 year as oppose to 1 year warranty. There were a few other reasons but those alone I thought was worth the few hundred more that it cost. I did order mine with the 3 axis DRO as well. This is an expensive option and certainly a person could find a much less expensive after market alternative if you were willing to install it yourself. Even though years ago I installed DRO's for a living, I didn't want to mess with it...but that's just me.
I also went to Amazon to get started on tooling. Don't skimp on the vice. When milling, the more solid everything is, the better when it comes to avoiding chatter. I purchased a 4" vice that came with a swivel mount..its blue and cost around 100 bucks...I'm sure you've seen it. Anyways, I'm happy with it. I did remove the swivel base and will only put it back on if I need it. Again, the more solid, the less moving parts, the better.
You'll need a clamp kit and R8 collets which I see you've gotten. Of course you'll also need endmills. Your also going to need a test indicator and magnetic base for tramming the head (mine was good to go when checked) and also for squaring the vice. You'll need to order some oil for the ways, and also some cutting oil. The manual lists the types of lubricants, but for cutting oil its your preference. Oh...you'll need a drill chuck if you're going to do any drilling with the machine. Again, don't get a cheap one, but you don't need to spend a fortune on one either. I got on of the middle of the road keyless chucks that PM sells. There are also incidental tools like machinist squares, edge finders, calipers, micrometers, parallels (absolutely necessary for clamping work), chip brush, oil cans....heck we could go on and on here, but I think I've listed the essentials. You'll find, as all of us have, that eventually you'll have spent more on tooling that on the machine itself, but that's part of the fun of it. When it comes to tools, buy what you need for the job at hand...you don't have to go all crazy all at once, LOL
I also went to Amazon to get started on tooling. Don't skimp on the vice. When milling, the more solid everything is, the better when it comes to avoiding chatter. I purchased a 4" vice that came with a swivel mount..its blue and cost around 100 bucks...I'm sure you've seen it. Anyways, I'm happy with it. I did remove the swivel base and will only put it back on if I need it. Again, the more solid, the less moving parts, the better.
You'll need a clamp kit and R8 collets which I see you've gotten. Of course you'll also need endmills. Your also going to need a test indicator and magnetic base for tramming the head (mine was good to go when checked) and also for squaring the vice. You'll need to order some oil for the ways, and also some cutting oil. The manual lists the types of lubricants, but for cutting oil its your preference. Oh...you'll need a drill chuck if you're going to do any drilling with the machine. Again, don't get a cheap one, but you don't need to spend a fortune on one either. I got on of the middle of the road keyless chucks that PM sells. There are also incidental tools like machinist squares, edge finders, calipers, micrometers, parallels (absolutely necessary for clamping work), chip brush, oil cans....heck we could go on and on here, but I think I've listed the essentials. You'll find, as all of us have, that eventually you'll have spent more on tooling that on the machine itself, but that's part of the fun of it. When it comes to tools, buy what you need for the job at hand...you don't have to go all crazy all at once, LOL
Last edited:
 , they can be a pain to install so depending on how much extra it would cost to order one already installed, I would seriously consider that option.
, they can be a pain to install so depending on how much extra it would cost to order one already installed, I would seriously consider that option.