Hi Folks,
Have others measured their X-Feed rates on their PM lathes.
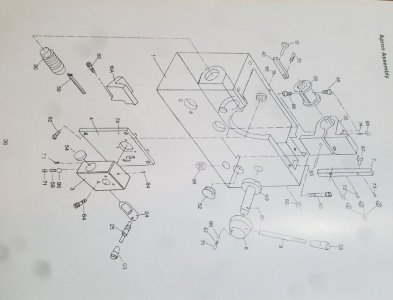
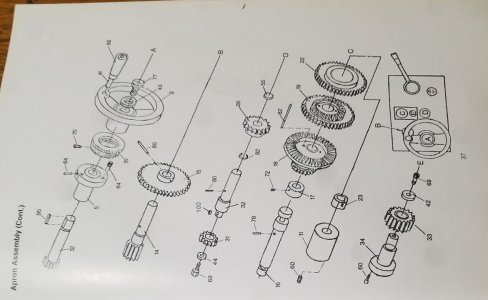
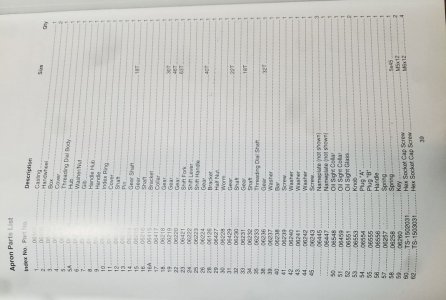
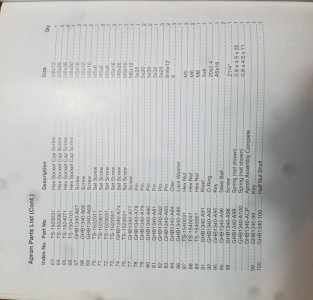
I have a PM1440GT and it says on the front gear panel that the ratio of the Power Feed and the X-Feed rates are simply 2:1 (or 1/2) . I think this is the common statement made for many lathes. However, I have made a quick attempt to measure these rates on my machine and I get a number more like 3.14:1 not the factor of 2. I think the x-feed part of the table on the lathe is incorrect. It is probably not something that most folks often even question as the distance traveled via the manual handle seems fine. But when I look in the manual at the apron gear box I cannot make much sense of it. I certainly cannot predict the Feed rates from looking at it. The manual at least list gear dimensions, but I cannot tell how they are connected or even if they are all there... from the illustrations in the parts section.
Has any one taken the gear box (PM1440GT) apart to see if the drawings are close to really representing the gears? Maybe some one else can figure out the gear arrangement and my lack of 3D imagination? Has anyone measured the x-feed rates? The table value for the Power Feed rates do seem close.
Dave L.
Have others measured their X-Feed rates on their PM lathes.
I have a PM1440GT and it says on the front gear panel that the ratio of the Power Feed and the X-Feed rates are simply 2:1 (or 1/2) . I think this is the common statement made for many lathes. However, I have made a quick attempt to measure these rates on my machine and I get a number more like 3.14:1 not the factor of 2. I think the x-feed part of the table on the lathe is incorrect. It is probably not something that most folks often even question as the distance traveled via the manual handle seems fine. But when I look in the manual at the apron gear box I cannot make much sense of it. I certainly cannot predict the Feed rates from looking at it. The manual at least list gear dimensions, but I cannot tell how they are connected or even if they are all there... from the illustrations in the parts section.
Has any one taken the gear box (PM1440GT) apart to see if the drawings are close to really representing the gears? Maybe some one else can figure out the gear arrangement and my lack of 3D imagination? Has anyone measured the x-feed rates? The table value for the Power Feed rates do seem close.
Dave L.