- Joined
- Feb 19, 2014
- Messages
- 112
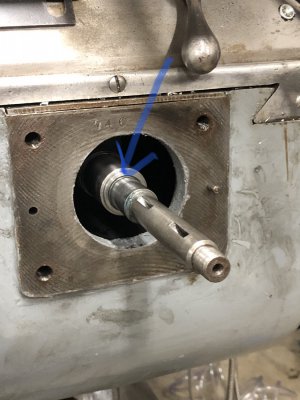
Hey all. I have a Bridgeport with ball screws on the x and y. The x is silky smooth but the y has always been somewhat of a bear to turn, more so towards me (in the negative direction I guess that would be). I figured it was just wear in the ways but today I noticed that turning the handle so the table moves towards me in the negative direction the screw goes inward towards the machine and the dial collar makes contact with the knee and that’s what makes it so hard to turn. Going the other way is much easier because the dial moves slightly away from the knee so I’m not fighting the friction of the collar metal on metal. I’ve attached some pictures. It seems as though I’m missing something that would help capture/connect the screw to the bearing in the bearing housing. There’s a shoulder that the bearing rides against in the easy direction but in the negative direction the screw unthreads itself and that’s when the collar makes contact with the knee. Anyone have a similar setup that wouldn’t mind taking some pictures for me or something it would be greatly appreciated.