- Joined
- May 2, 2015
- Messages
- 104
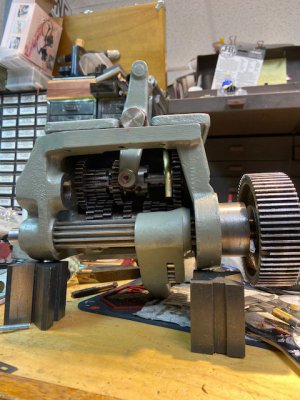
Last March I started on a rebuild project for my Heavy 10 that was initially a search for an annoying chirp that came from the headstock. This whole effort was the very definition of "mission creep". The "chirp" was finally traced to the corner of the leather belt joint that had become burnished and would make this annoying sound every time it came around the spindle pulley. Skipping ahead - It was time to replace the belt - I wanted a glued synthetic version - so I figured that this would be a good time to pull the spindle and do a little housekeeping; new oilers, check the bearing clearance etc.
To say one thing led to another is a gross understatement... A week later, the entire lathe was completely disassembled on my shop floor. Everything.
My courtship with this machine started back in 1991 when I bought it from a relatively local used tool seller that advertised in a rag known as the Want Advertiser - he was a "fixer upper" kind of guy who had clearly cleaned it up and put a nice coat of Rustoleum on it and added a repro thread chart and little labels for all the controls. He threw in a 3 & 4 jaw chuck, face plate, dogs, drill chuck, live center etc. I think I paid $600 - may $800 for it then. I was happy.
It was a 1945 era 10L, Tool Room model w/ a 3-1/2' bed with bronze bearings in the headstock. It was ordered in Aug 1945 and shipped to Westinghouse in Springfield MA who were building torpedoes for the Navy at the time. It ran decent and I learned to overcome/work around it's shortcomings. It had it's quirks, but they weren't anything that were showstoppers. Over the years, my set up times were becoming longer and longer as I had to account for wear and at the same time, I wanted more & repeatable precision. A rebuild/restoration was always in the back of my mind that I would do it at some point - that time had now come.
The earliest picture I have of it is in an old shop from 2001 - I had had it 10 yrs by then and was already fully attached LOL A few other pics show the state of the machine in smaller detail.
To say one thing led to another is a gross understatement... A week later, the entire lathe was completely disassembled on my shop floor. Everything.
My courtship with this machine started back in 1991 when I bought it from a relatively local used tool seller that advertised in a rag known as the Want Advertiser - he was a "fixer upper" kind of guy who had clearly cleaned it up and put a nice coat of Rustoleum on it and added a repro thread chart and little labels for all the controls. He threw in a 3 & 4 jaw chuck, face plate, dogs, drill chuck, live center etc. I think I paid $600 - may $800 for it then. I was happy.
It was a 1945 era 10L, Tool Room model w/ a 3-1/2' bed with bronze bearings in the headstock. It was ordered in Aug 1945 and shipped to Westinghouse in Springfield MA who were building torpedoes for the Navy at the time. It ran decent and I learned to overcome/work around it's shortcomings. It had it's quirks, but they weren't anything that were showstoppers. Over the years, my set up times were becoming longer and longer as I had to account for wear and at the same time, I wanted more & repeatable precision. A rebuild/restoration was always in the back of my mind that I would do it at some point - that time had now come.
The earliest picture I have of it is in an old shop from 2001 - I had had it 10 yrs by then and was already fully attached LOL A few other pics show the state of the machine in smaller detail.
Attachments





Last edited: