Here is a list of all the parts/work that was done...
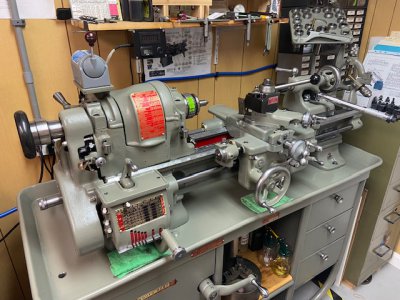
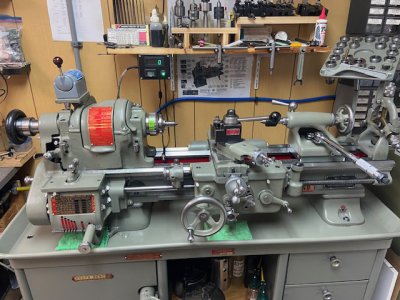
SOUTH BEND 10LX TOOLROOM PRECISION LATHE
Model No. CL8187ZN 3-1/2 Ft Bed SN: 168288
Ordered 27 Aug 1945 / Delivered: 10 Dec 1945
Rebuilt & Restored March 2023 – January 2024
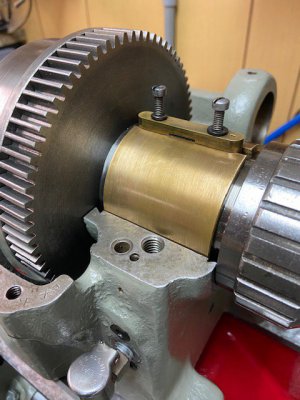
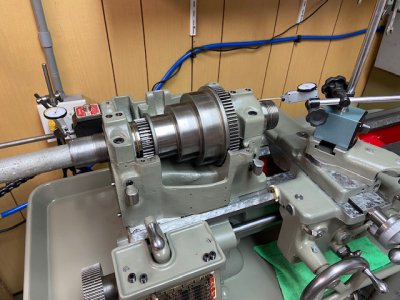
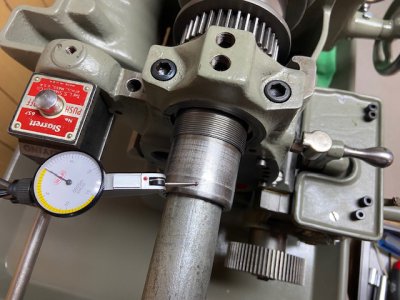
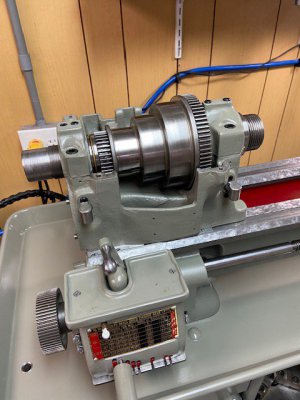
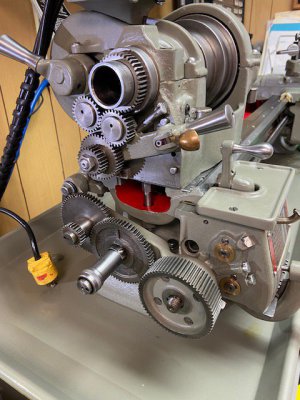
HEADSTOCK
New Oiling Data Plate w/ new drive screws
New Bearing Adjustment Data Plate w/ new drive screws
New S/S Cover hinge screws and jamb nuts
NOS Bronze Spindle Bearings and Expanders
New Felts
New laminated brass bearing cap shims
Original bolts & screws refinished in black oxide
New Capillary oiler tubes mfr’d & refitted
New capillary oilers
New Back Gear dog point set screw mfr’d
New spindle take up nut washer replaced w/ bronze oilite washer/bearing & bearing surface refinished
Spindle gear replaced with NOS item
Twin gears (Reversing gears) replaced with new gears with sealed roller bearings (American Machine & Gearworks)
All taper pins replaced with S/S pins & holes clean-up reamed
New oiling felts installed in reversing gear assembly
New ½ height S/S nut installed on reversing gear stud
GEAR TRAIN ASSY
Primary Guard Cover screws converted to studs with acorn nuts
Data plates restored
Primary drive gear replaced with NOS item
Primary bracket (Banjo bracket) mounting stud replaced with S/S bolt & hardened washers
APRON
NOS Worm Gear installed
NOS Worm Gear Collar installed
NOS Worm Gear Bushing installed
NOS Worm Gear pins installed
NOS Worm Gear / Lead Screw Key installed
Rebuilt Star Clutch Assy
NOS Star clutch L/H screw installed
Apron oiler tube installed (previously missing)
Gits oiler installed for Apron Hand wheel shaft (modification)
New sump cover gasket installed & sealed
New oiling felt-wicks installed throughout
All taper pins replaced with S/S pins & holes clean-up reamed
SADDLE ASSY
NOS Complete Direct Reading (Lg Dial) Assy installed
New ball crank handle nut installed
Threading Stop Assy Installed with hex head shoulder bolt.
Gib replaced and shimmed
New wipers installed
Wiper retainers refinished
Wiper retainer screw replaced with new S/S screws
Wipers & brass holders modified for lower height / new screws custom fit
NOS bronze Cross Feed screw nut installed
Cross Feed ways planed and scraped perpendicular to spindle Center Line.
Saddle ways planed & scraped to fit bed.
Saddle gib shimmed to provide .002 clearance
New Gib adjustment screw lock screw installed
Follow rest mounting holes plugged with set screws
Taper attachment mounting holes plugged with set screws
COMPOUND REST ASSY
Complete Direct Reading (Lg Dial) Assy installed
Compound screw straitened to > .0015 TIR
New Compound Rest nut installed (brass)
New ball crank handle nut installed
Gib replaced
New Gib adjustment screw lock screw installed
SINGLE TUMBLER GEAR BOX
New Gits oilers installed (8)
Gits oiler tube installed as mod for tumber/idler gear lube.
Restored brass data plate installed
NOS Pinion gear installed
Custom made Idler gear mfr’s & installed
New Timken roller bear installed for idler gear/shft
New custom made bronze bearings mfr’d for Clutch Lever gear shaft & Cone Gear shaft
Bearing diameters on shafts turned to .500”
All taper pins replaced with S/S pins & holes clean-up reamed
Oil passage set screws for clutch lever shaft replaced with new.
New oiling felts installed throughout
TAIL STOCK ASSY
Quill cleaned & polished
New felt washer installed on quill screw
New rubber washer installed on quill screw
Quill wheel nut replaced with acorn nut
NOS Tail Stock clamp installed
New felt wipers installed
Tail stock based planed and scraped to fit bed
Shims installed between base and housing to account for planning and scraping (.008”)
BED ASSY
Bed ways and flats planed and scraped (-.036”)
Rack gear shimmed down to account for planning (.058” brass stock)
Gearbox mounting shimmed down to account for planning (.058” brass stock)
Lead screw support bearing shimmed down to account for planning (.058” brass stock)
New gaskets mfr’d for Head stock & tail stock bed mounts (Felpro Karopak)
New S/S screws for lead screw / gearbox cover
New S/S screws for rack gear (longer)
Rebuild & Planing/Scraping Data Plate installed on back side of bed.
MISCELLANEOUS
NOS motor pulley installed (PT213K2)
New 5L44 V belt installed
Cabinet drawer slides rebuilt.
Cabinet drawer locks/latches rebuilt
Original cabinet badging & data plates installed
Anti-vibration pads installed for motor mount (8)
Anti-vibration leveling legs installed on cabinet legs (4)
Wood center shelf install w/ under cabinet lighting
South Bend Forward / Reverse switch mount installed on quill guard
Square D switch rebuilt / restored
All handles and knobs polished
Installed ball oiler on flat belt tension lever shaft housing
Rubber / Nylon flat belt (glued) installed (59-1/4”)
OVERALL
All parts / entire machine detail stripped, cleaned & gauged – all parts repaired or replaced as needed and new paint applied – Sherwin William SB Gray (Custom mix 11-1321). Chip tray further coated with VHT Engine Clear Coat (Gloss)
All unpainted / non lubricated surfaces treated with Boeshield T-9
All way planning & scraping performed by:
Rees Acheson
Alstead, NH
ACCESSORIES
Hand Wheel Collet Closer w/ 42 Collets, Wrench, & (2) spindle thread protector nuts.
Collet Storage Rack (stripped, cleaned, painted & restored)
Micrometer Carriage Stop (stripped, cleaned, painted & restored)
Threading Dial (stripped, cleaned, painted & restored)
Threading C.F. Stop (stripped, cleaned, painted & restored)
Telescoping Steady Rest
Aloris AXA Tool Post installed
UPGRADES
Digital Tachometer installed
LUBRICANTS
New lubricants obtained:
Mobil DTE Heavy Medium 26 (General Lube),
Mobil DTE Light 22 (Gearbox),
Mobil Velocite 10 (Spindle)
Super Lube ISO 150 EP (Ways),
Super Lube Synthetic Grease (Back gear)
Roy Dean DE112 Grease (Back gear / cone pulley)