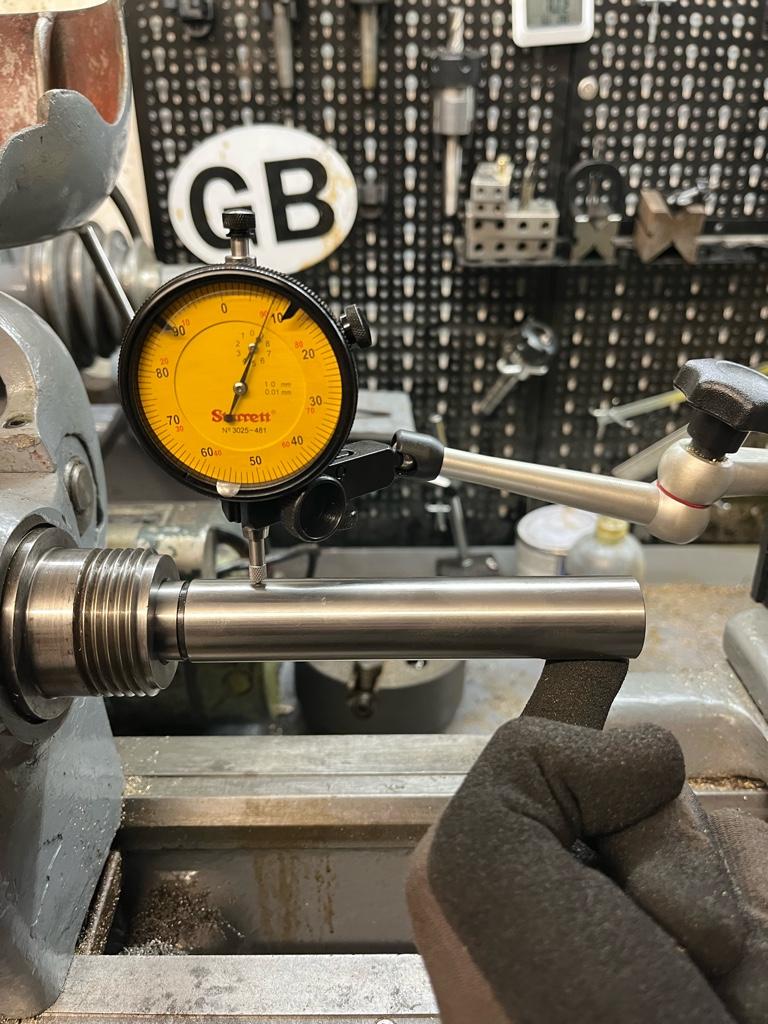
The shaft of an end mill is good enough to get an indication of the run out. Once you are looking below the 0.01 mm run out, the shaft should be ground and the indicator free of backlash. Using 2 different indicators when you question the results, is a good practice.
When you measure the run out at the gauge pin, you measure the sum of the run out of the spindle, collet and gauge pin. You should repeat this measurement a few times while repositioning the collet and the gauge pin to get a mean value. Depending on the position, these run out errors can add up but also reduce eachother.
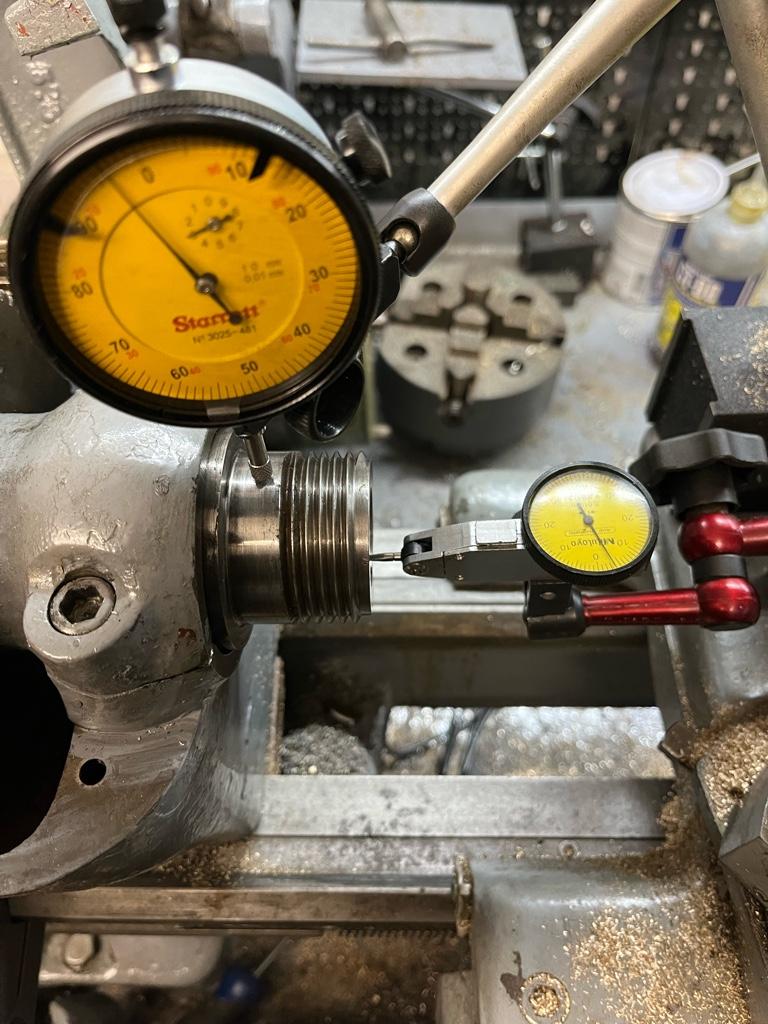
Your setup for measuring (indication) the run out is pretty decent. I always use some oil to reduce friction (false reading) and wear. Any backlash in the indicator will give slightly optimistic values.
I prefer the dial indicator for outer measurements when the indicator can be setup easy at a 90° angle. The poupi indicator is my choice when it is hard to position the dial indicator.
My (5 second) setup for aligning CNC drilling tools using a 3D printed holder and a dial indicator

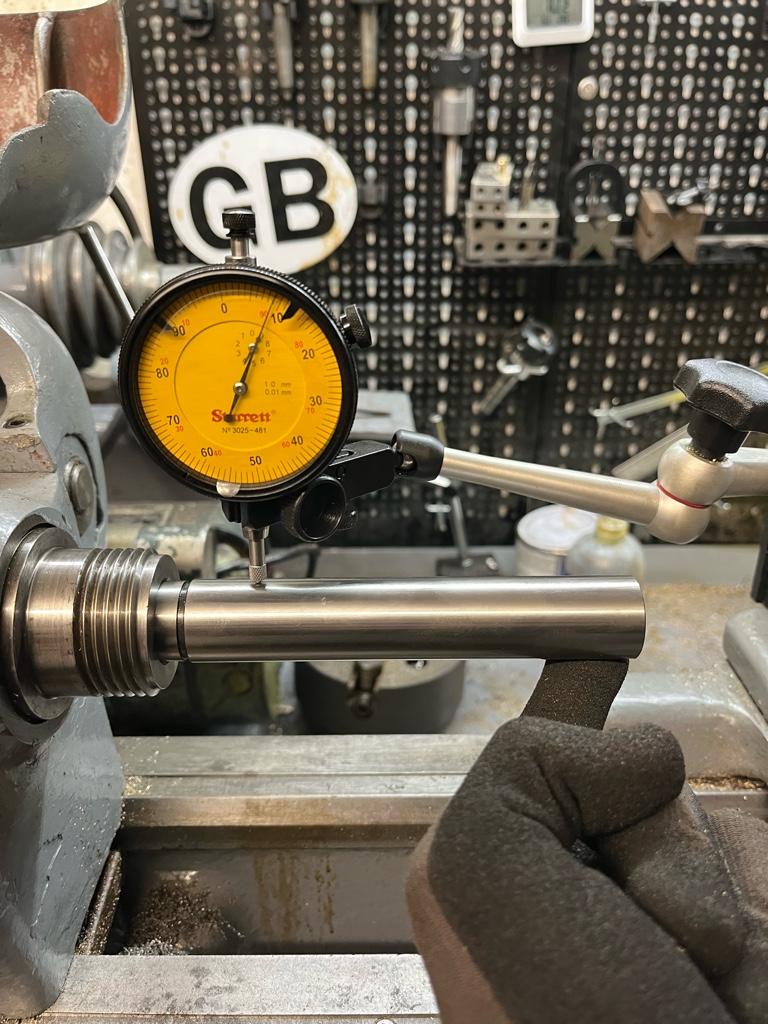
When you measure the run out at the gauge pin, you measure the sum of the run out of the spindle, collet and gauge pin. You should repeat this measurement a few times while repositioning the collet and the gauge pin to get a mean value. Depending on the position, these run out errors can add up but also reduce eachother.
Your setup for measuring (indication) the run out is pretty decent. I always use some oil to reduce friction (false reading) and wear. Any backlash in the indicator will give slightly optimistic values.
I prefer the dial indicator for outer measurements when the indicator can be setup easy at a 90° angle. The poupi indicator is my choice when it is hard to position the dial indicator.
My (5 second) setup for aligning CNC drilling tools using a 3D printed holder and a dial indicator