- Joined
- Jun 12, 2014
- Messages
- 4,817
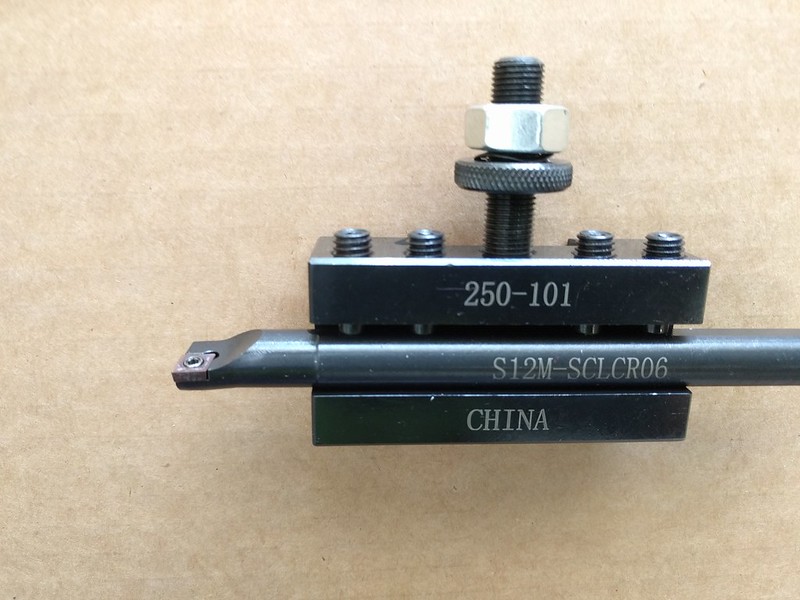
Yes, it is the same. 06 is 1/4", 09 is 3/8", 12 is 1/2" inscribed circle size for CCMT. One is the US ANSI the other is European ISOCCMT 0602 is the same as CCMT 21.51, right?
These are the ones I use use for my boring head. ISCAR Carbide inserts CCMT 2-1-SM CCMT 060204-SM Grade IC907