

- Joined
- Mar 26, 2018
- Messages
- 8,407
Hi all,
I am learning, all the time. I really thought I made these stand offs well. They are made out of tool steel and getto hardened.
I can adjust the depth simply by turning the tapered allen screws in or out based on the indicator reading. They lock with a brass set screw.
I failed to put the screws in a collet and face the mating surface. I was not successful in machining two perfectly concentric faces. I bored a piece of round stock, slid the part on the shaft and I could see lateral movement.
If I want to work on a hub, collar, pulley, etc. I need to have a way of holding the piece with something like a lathe mandrel.
I had in my mind these stand offs would allow me to surface/feature a part without a hole concentrically (is that a word?). I guess I could do the same on the mill.
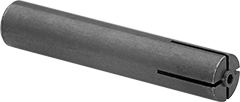
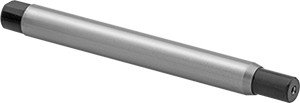
Anyway, I'll try an end mandrel. The way the screw expands the mandrel to hold the part seems like it would not be consistent. I guess if the expansion is uniform? it will hold the part without worrying about lateral movement.
What are your thoughts on this method vs. turning between centers using an arbor?
learning every day.
I am learning, all the time. I really thought I made these stand offs well. They are made out of tool steel and getto hardened.
I can adjust the depth simply by turning the tapered allen screws in or out based on the indicator reading. They lock with a brass set screw.
I failed to put the screws in a collet and face the mating surface. I was not successful in machining two perfectly concentric faces. I bored a piece of round stock, slid the part on the shaft and I could see lateral movement.
If I want to work on a hub, collar, pulley, etc. I need to have a way of holding the piece with something like a lathe mandrel.
I had in my mind these stand offs would allow me to surface/feature a part without a hole concentrically (is that a word?). I guess I could do the same on the mill.
Anyway, I'll try an end mandrel. The way the screw expands the mandrel to hold the part seems like it would not be consistent. I guess if the expansion is uniform? it will hold the part without worrying about lateral movement.
What are your thoughts on this method vs. turning between centers using an arbor?
learning every day.
Attachments


Last edited:

