- Joined
- Aug 7, 2018
- Messages
- 668
Hi Guys,
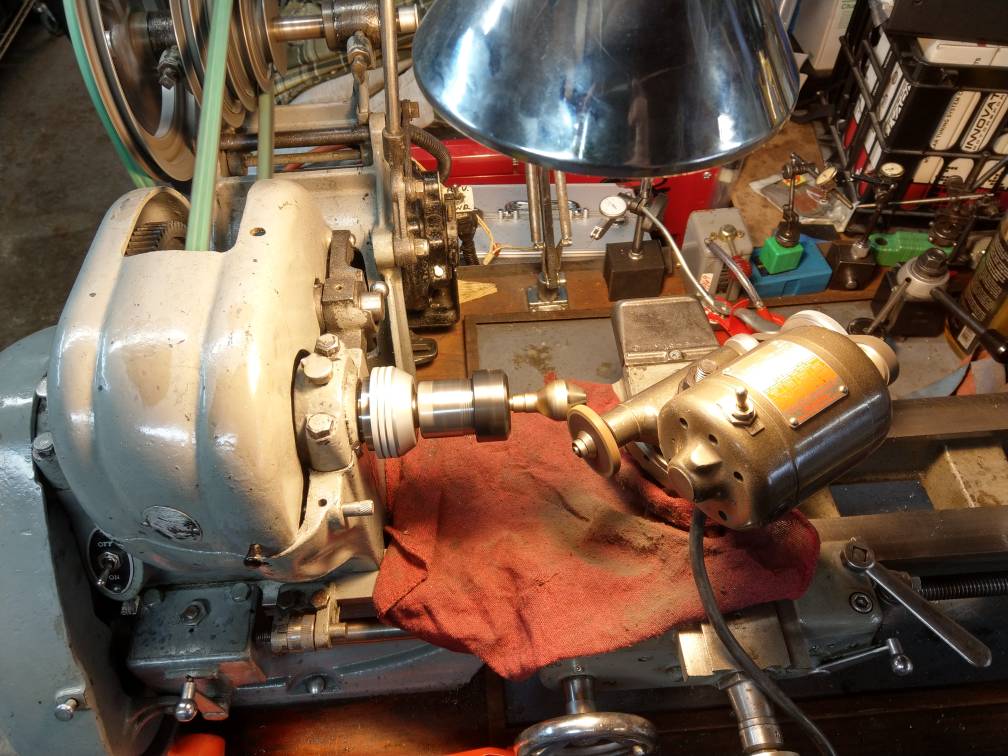
I made repairs to my Weldon countersink sharpening jig today.

This is how it looks now. I've replaced the sized plastic nut with one made from mild steel.
I've also recovered the 2MT chuck spindle and dispensed with the 1" inch tool sleeve that it fit into.

This is the new nut that I made today, replacing the plastic one. I've used the same three M5 grub screws to secure the 1/2" diameter chromed
steel rod. It turns easily, and took a 3/8" by 24 tpi thread for the chuck fitting without issue.

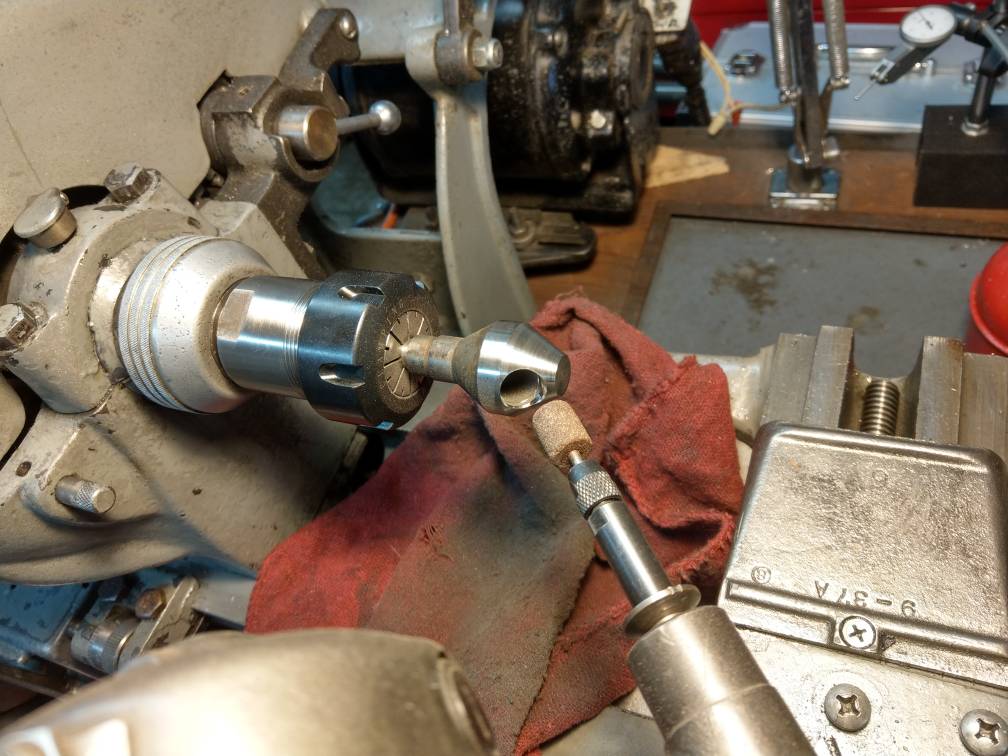
This is a close up of the new nut. Single point threaded at about 200 rpm. Running the lathe in reverse and cutting away from the chuck.
I used a carbide full form threading insert to cut these threads.

These are the two items that were used originally on this jig. Incidentally the chuck used was a 1/2" inch German Rohm one
That I bought complete with this arbor. The one inch machine socket I picked up in the local scrap yard.
I made repairs to my Weldon countersink sharpening jig today.
This is how it looks now. I've replaced the sized plastic nut with one made from mild steel.
I've also recovered the 2MT chuck spindle and dispensed with the 1" inch tool sleeve that it fit into.
This is the new nut that I made today, replacing the plastic one. I've used the same three M5 grub screws to secure the 1/2" diameter chromed
steel rod. It turns easily, and took a 3/8" by 24 tpi thread for the chuck fitting without issue.
This is a close up of the new nut. Single point threaded at about 200 rpm. Running the lathe in reverse and cutting away from the chuck.
I used a carbide full form threading insert to cut these threads.
These are the two items that were used originally on this jig. Incidentally the chuck used was a 1/2" inch German Rohm one
That I bought complete with this arbor. The one inch machine socket I picked up in the local scrap yard.