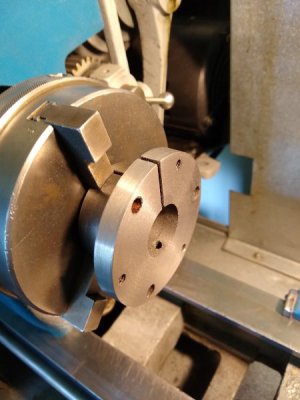
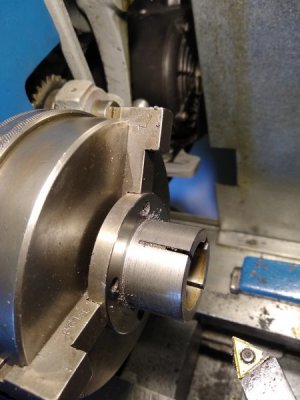
Just a little follow up on the pulley bushing. Things didn't go just as I had planned, but nothing new about that. This was my second boring operation on the mill, the first one went well, so I probably should have know to really pay attention this second time around, knowing how fickle the gods can be. I was having a good time getting it set up on the the mill, and got it bored out to my dimension. Slid it on the motor shaft, and it had a bit of a wobble to it. Oops (insert actual exclamations!!). Put it on the old Atlas lathe, and you could see that the hole was out of round. after a closer look at the part I could see that my assumption that the flange surface of bushing was flat, was fatally flawed. I faced off the flange, the o.d of the flange, and the other end of the bushing. I was having fun on the mill, but in hindsight I should have done this on the lathe from the beginning. My last project was setting on a machined surface, and was about 1/5 the depth.
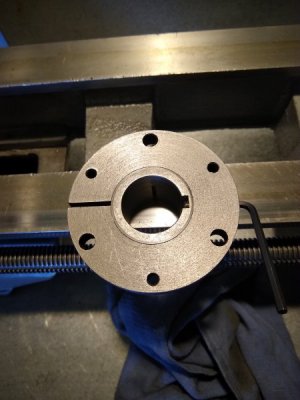
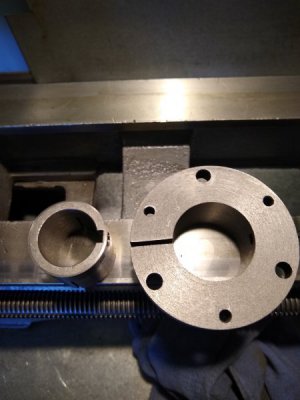
So to straighten out the hole I needed to go over size. I had another 1 1/8" bushing that was to small o.d. to use directly on the pulley, so cut the flange off of it, and machined off the taper. Put the off center one on, and bored it to the size of the one I had just turned down (slip fit). Drilled the thread out of the new center piece were the set screw went to retain the key, and put a 3/4" set screw thru the outer flange to retain both the outer to the inner sections and lock the key to the shaft, and now I don't have to cut a key way. Sometimes even when you #!*% up, you come out alright. Put it on the motor shaft, snugged down the the bolts on the taper, and she runs nice and true. Got the motor running on the new VFD, but that's another tale. Before I put the motor back on the compressor I'm going to check, and lube/or replace the bearings. Over all, a lot of work, but I learned a lot, and was smiling most of the time. Cheers, Mike




") Not a lot of fun doing it for a shift or two. But, it certainly works well.
Not a lot of fun doing it for a shift or two. But, it certainly works well.