- Joined
- Dec 21, 2018
- Messages
- 1,819
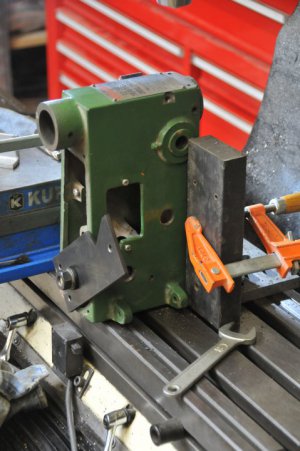
1982 Central Machinery (Harbor Frt.) drill press that I had bought new and used with contour sanding wheels. It ran too rough to now use for metal. I took it completely apart. New bearings, new quill depth stop, new quill lock, machined the table true, tapped some screws into the head to hold it better to the column. Assorted other minor tweaks. Cleaned, polished, painted, reassembled. Test drilled and not good. Put an indicator to a gage pin in the chuck, .009" runout! Took the chuck back off using my homemade wedges. Put an indicator on the tapered arbor and there was barely any movement of the needle. Conclusion, bad chuck. JT-3 taper. Looking for a decent one online. The last photo is the setup to mill a flat & tap holes for the quill depth stop.