- Joined
- Aug 3, 2017
- Messages
- 2,437
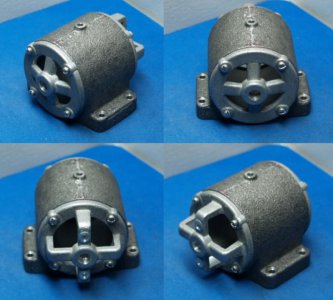
Two quick tasks today: oil cups for the #3, and assembling/touching up the water cup after paint! I'm quite happy with the way the oil cups came out!


 Looks like I'm going to have to order a 3rd one and try again
Looks like I'm going to have to order a 3rd one and try again  Then today, I spent a while proving I watch too much Kieth Appleton. I made up some #5-40 fake stud bolts:
Then today, I spent a while proving I watch too much Kieth Appleton. I made up some #5-40 fake stud bolts:

 My crankshaft is pretty bad (when I used it to turn the flywheel, it spun and tore it up with a set screw), so unfortunately I have to wait for a replacement.
My crankshaft is pretty bad (when I used it to turn the flywheel, it spun and tore it up with a set screw), so unfortunately I have to wait for a replacement.Awesome! Those Stuart boilers are pretty amazing. I considered shopping for one, but A: they are crazy-expensive it seems, and B: I thought building one would be fun! I REALLY tried to just find an electric boiler, since I don't want to make fire, but no one really sells one nor a kit.The boiler should be an interesting build. I cheated and have a Stuart 504 boiler on the way that a friend found for me. All I'l need to do is hook it up.
Eric