- Joined
- Nov 17, 2017
- Messages
- 1,525
Not so much, lately......
Inquiring minds want to know...........

Not so much, lately......
The twins?The twins put it on the right side of the carriage, and they were smarter than I am.
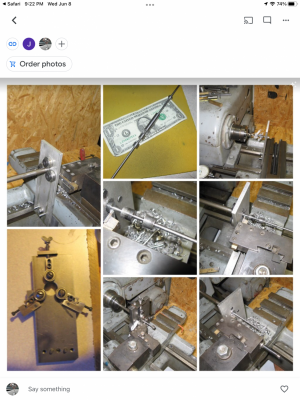
Hi,I made a tool with 3 rollers that supports the bar in front of the cutting tool. It has a plate with rollers on the chuck side of cutting tool and plate keeps chips away
from rollers.
")
South Bend.The twins?
I'm not familiar, can you maybe post a link of what you're referring to please, it sounds interesting though.
Thanks
Just wonder, why didn't you call it a follow rest?I made a tool with 3 rollers that supports the bar in front of the cutting tool. It has a plate with rollers on the chuck side of cutting tool and plate keeps chips away
from rollers.
Hey all,
the follow rest is now, it will be way too far to the left of the start of threads and the cutting tool so it just won't work without modifying something.
Joe
I call it my moving steady rest. Also tool is locked on lathe center. And center is independent from cutting tools.Just wonder, why didn't you call it a follow rest?
The follow rest assembly in the pictures are of a follow rest split in two with an added dovetail block and the whole thing as pictured mounts to the carriage next to the cross slide and moves with the carriage as the threads are being cut. And yes, it is for adjustability.The picture shows the tool mounted on a dovetail. Is it the lathe's bed, such as in a Harding lathe? If so, then this is a steady rest right? Otherwise, maybe you mount it on the cross slide, but the dovetail help it slides for adjust ability.
Abom79 just cut a left hand acme thread, and when it gets small, it starts to fail. Appears to be caused by flex and long rod. It could also be a combination with dull cutter after long cut.
One very good feedback was to cut with a rectangular cutter like a parting tool first. A follow rest or steady rest definitely helps.
Skip to 35 minutes into the video
How bout "A Steady Follow Rest"?I call it my moving steady rest.