

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Getting good finish on carbide inserts with shallow cuts
- Thread starter taiwanluthiers
- Start date
- Joined
- Nov 17, 2017
- Messages
- 1,525
So what makes an insert/tool bit give a good finish cut even with a low depth?
The sharpness of the edge, and how the cutting edge is presented to the material being cut.
For normal turning, I use CNMG inserts. When I need a stellar finish I use CCGT in the same holder. Here, the CCGT edge is sharper (ground) and sticks up into the material, whereas the CNMG is a negative rake and not "that" sharp.
Also use cutting oil, slower transverse, and higher RPMs when finishing.
- Joined
- Jul 6, 2022
- Messages
- 171
The problem is you can't slow down the feed rate, as these carbide inserts have an optimal feed rate too. If you slow the traverse you end up making the finish worse, whereas if you increase the feed rate the finish becomes better. Carbide is weird like this.The sharpness of the edge, and how the cutting edge is presented to the material being cut.
For normal turning, I use CNMG inserts. When I need a stellar finish I use CCGT in the same holder. Here, the CCGT edge is sharper (ground) and sticks up into the material, whereas the CNMG is a negative rake and not "that" sharp.
Also use cutting oil, slower transverse, and higher RPMs when finishing.
How does a CCGT fit in the holder for CNMG?
- Joined
- Nov 17, 2017
- Messages
- 1,525
The problem is you can't slow down the feed rate, as these carbide inserts have an optimal feed rate too. If you slow the traverse you end up making the finish worse, whereas if you increase the feed rate the finish becomes better. Carbide is weird like this.
How does a CCGT fit in the holder for CNMG?
I unscrew the holding tab, remove CNMG, insert CCGT, and screw the tab back on.
{Yes, I know, technically; it is an abuse of the CCGT tooling to be used in a negative rake holder. But it works for me}
- Joined
- Dec 26, 2015
- Messages
- 2,079
You can, but it's not ideal - the angle-of-attack will be severe. The reverse is NOT true - putting a negative rake insert into a positive rake tool holder will eliminate clearance under the cutting edge and cause the insert to rub against the material being machined.The problem is you can't slow down the feed rate, as these carbide inserts have an optimal feed rate too. If you slow the traverse you end up making the finish worse, whereas if you increase the feed rate the finish becomes better. Carbide is weird like this.
How does a CCGT fit in the holder for CNMG?
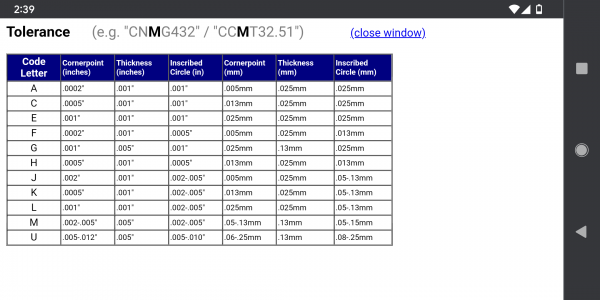
Surface finish is often a function of several factors. One aspect is the sharpness of the cutting edge. Here, the 3rd digit of the insert identifier is the key. A "G" in that position (CCGT) has a loose tolerance and is unlikely to have a sharp cutting edge. An "M" tolerance designation (CCMT) is tight enough that to achieve that specification, the insert will have to be honed or ground, producing a sharper cutting edge.
Suitable depth of cut and feed rate are all related to the nose radius of the insert. Depth of cut should be at least 1/2 the nose radius to attain ideal surface finish (assuming you also have the SFM dialed in properly). Feed rates (advance/revolution) should be less than 1/2" the the nose radius to optimize surface finish. You might find this helpful.
- Joined
- May 27, 2016
- Messages
- 3,469
@taiwanluthiers
When you want carbide tools for your own needs, as opposed to industrial CNC usage, the Stefan Gotteswinter shows what he does to modify/regrind inserts. Very sharp carbide is easily possible, but these have to be used keeping in mind how brittle the edge can be.
Maybe you will find some of Stefan's tricks useful.
The other expert who has posted extensively on using carbide inserts is Mr Pete (Tubalcain).
When you want carbide tools for your own needs, as opposed to industrial CNC usage, the Stefan Gotteswinter shows what he does to modify/regrind inserts. Very sharp carbide is easily possible, but these have to be used keeping in mind how brittle the edge can be.
Maybe you will find some of Stefan's tricks useful.
The other expert who has posted extensively on using carbide inserts is Mr Pete (Tubalcain).
- Joined
- Jul 6, 2022
- Messages
- 171
Great... now I just need to buy a surface grinder. I tried hand grinding carbide inserts with a positive rake and all that and seems to have little effect in achieving a good finishing finish.@taiwanluthiers
When you want carbide tools for your own needs, as opposed to industrial CNC usage, the Stefan Gotteswinter shows what he does to modify/regrind inserts. Very sharp carbide is easily possible, but these have to be used keeping in mind how brittle the edge can be.
Maybe you will find some of Stefan's tricks useful.
The other expert who has posted extensively on using carbide inserts is Mr Pete (Tubalcain).
You have that backwards. G is tighter tolerance than M. I think of it as G for ground and M for machined, although that's just a coincidence that those letters are named such. Here is a chart.You can, but it's not ideal - the angle-of-attack will be severe. The reverse is NOT true - putting a negative rake insert into a positive rake tool holder will eliminate clearance under the cutting edge and cause the insert to rub against the material being machined.
Surface finish is often a function of several factors. One aspect is the sharpness of the cutting edge. Here, the 3rd digit of the insert identifier is the key. A "G" in that position (CCGT) has a loose tolerance and is unlikely to have a sharp cutting edge. An "M" tolerance designation (CCMT) is tight enough that to achieve that specification, the insert will have to be honed or ground, producing a sharper cutting edge.
Suitable depth of cut and feed rate are all related to the nose radius of the insert. Depth of cut should be at least 1/2 the nose radius to attain ideal surface finish (assuming you also have the SFM dialed in properly). Feed rates (advance/revolution) should be less than 1/2" the the nose radius to optimize surface finish. You might find this helpful.
Attachments
- Joined
- Aug 13, 2020
- Messages
- 1,342
You've paid a lot of attention to the tool, but what about the rest of the setup?
We all think that a loose setup results in chatter (which it most definitely will), but it will also give you a terrible finish. I just switched from a Craftsman 12x36, to a 16" Sebastian. That is I traded a 600lb noodle in for a 3,000lb chunk of cast iron. I was fully expecting to be able to make deeper cuts. I was not expecting the cuts to have such a better finish. I was using the tooling that I kept from the Craftsman, so new tooling wasn't the reason. I went from an AXA wedge type QCTP that sat on a cross-slide that I could almost see bending, to a CXA piston type on a cross-slide that I could drive a truck on and not budge.
We all think that a loose setup results in chatter (which it most definitely will), but it will also give you a terrible finish. I just switched from a Craftsman 12x36, to a 16" Sebastian. That is I traded a 600lb noodle in for a 3,000lb chunk of cast iron. I was fully expecting to be able to make deeper cuts. I was not expecting the cuts to have such a better finish. I was using the tooling that I kept from the Craftsman, so new tooling wasn't the reason. I went from an AXA wedge type QCTP that sat on a cross-slide that I could almost see bending, to a CXA piston type on a cross-slide that I could drive a truck on and not budge.
- Joined
- Jan 20, 2015
- Messages
- 359
Have you tried to grind a vertical shear tool with HSS? Its very easy to do so and gives good finish even if you are taking off just a .001" or .002"
https://gadgetbuilder.com/VerticalShearBit.html
https://gadgetbuilder.com/VerticalShearBit.html