- Joined
- Nov 27, 2012
- Messages
- 7,854
I'm here to stay so I figured I would document a few of the mods & accessories I have for my PM1236. I got it in Nov 09 & it's been great to, no problems at all, & Matt has always taken care of me, even today. I originally purchased a PM1127-VF (no LB model at the time) but changed my mind & i'm glad I did.
(Most of these pics are copied from a thread on another forum when I got the lathe.)
Here it is when it got delivered.





The day I got it standing next to my mini lathe.

No mill at the time so great machinist friend Barry from Precision Works milled the T-slot for me. I went with a Dorian SQCTP Wedge Lock BXA.




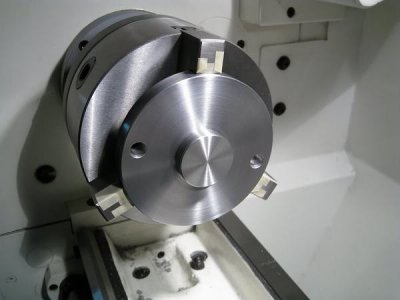
Bison chucks on both ends. The 5/8 drill chuck I scored on ebay new for $56 shipped.
The 5" 6-jaw is from my mini-lathe.


Got a Square D 2510KG2 manual motor starter on ebay for $20 to cut power.


(Most of these pics are copied from a thread on another forum when I got the lathe.)
Here it is when it got delivered.
The day I got it standing next to my mini lathe.
No mill at the time so great machinist friend Barry from Precision Works milled the T-slot for me. I went with a Dorian SQCTP Wedge Lock BXA.
Bison chucks on both ends. The 5/8 drill chuck I scored on ebay new for $56 shipped.
The 5" 6-jaw is from my mini-lathe.
Got a Square D 2510KG2 manual motor starter on ebay for $20 to cut power.





















































") )
)