

-
Welcome back Guest! Did you know you can mentor other members here at H-M? If not, please check out our Relaunch of Hobby Machinist Mentoring Program!
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
PM-940m CNC - VS Motion Controller Conversion to Centroid Acorn
- Thread starter pburgh
- Start date
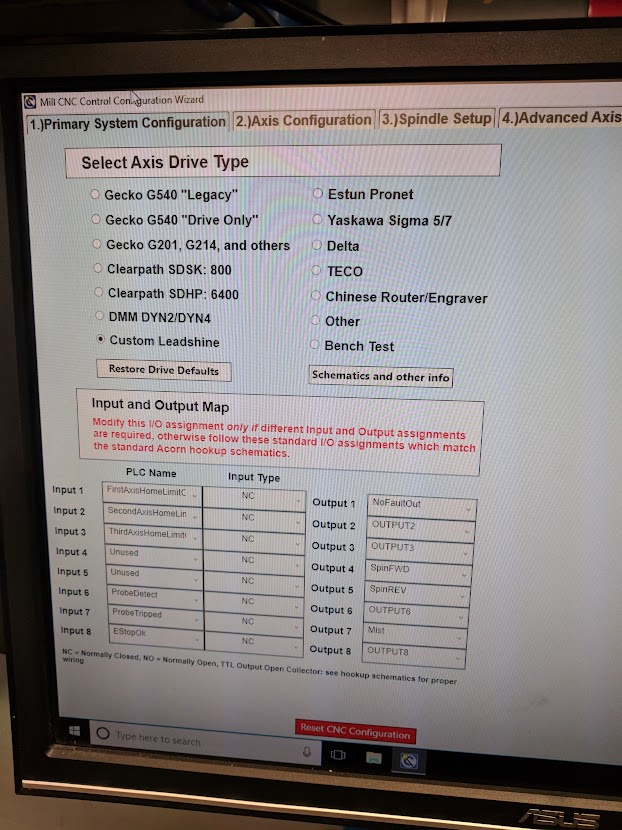
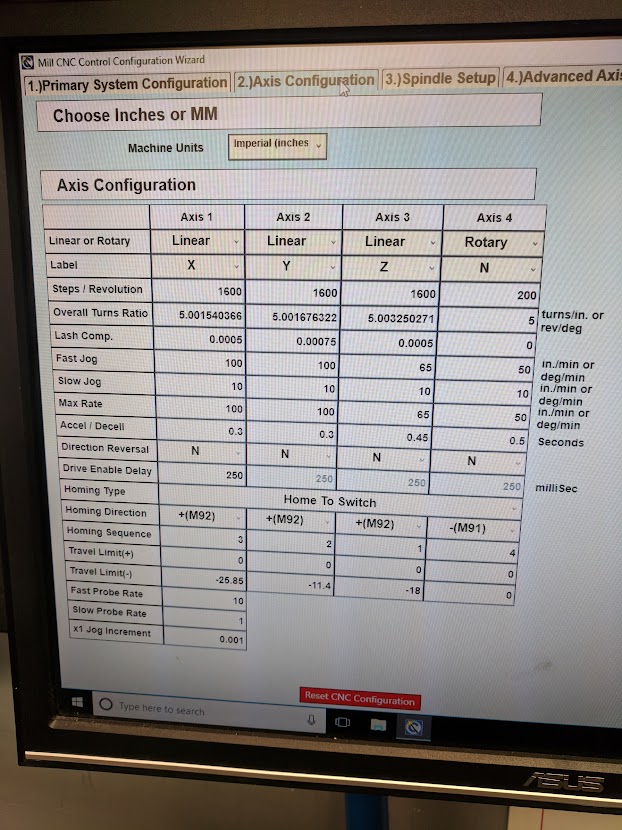
Here are all of my current settings... I seem to be getting great results, but I think I could do ever so slightly better.
Looks like you're quite a bit further from 5 than I am. Do you have a pic of vid of the setup you are using to tune?
Not sure why my Z ended up so far off of 5 compared to the X and Y... Though to be really honest, I can't remember checking any features in the Z.
Here is a video of my setup, using the Amazon test indicator from above:
https://photos.app.goo.gl/KQ2vo3EeFRyIBvsF2
Also, I used Marty's spread sheet to calculate my overall turns ratio.
Hope this helps!
PZ
Looks like you're quite a bit further from 5 than I am. Do you have a pic of vid of the setup you are using to tune?
Not sure why my Z ended up so far off of 5 compared to the X and Y... Though to be really honest, I can't remember checking any features in the Z.
Here is a video of my setup, using the Amazon test indicator from above:
https://photos.app.goo.gl/KQ2vo3EeFRyIBvsF2
Also, I used Marty's spread sheet to calculate my overall turns ratio.
Hope this helps!
PZ
Thanks PZ that helps greatly. I got my machine tuned. I've been struggling with getting in the garage to work on this thing. I've had my MRI and they found another herniated disc. So, i'm trying to deal with that now. Do you know of any references that give some good examples to editing the gcode properly from a third party program to take advantage and integrate the tool offsets and such? I can't seem to find any examples. I'd like to integrate an Intercon file in a third party CNC file but I can't seem to find any examples there either.
Thanks,
Doug
Thanks,
Doug
Hey Guys,
I was looking thru the forum and found this post by Keith: http://centroidcncforum.com/viewtopic.php?f=60&t=1801. Please let me know your thoughts on this. Do you think our machines will benefit by raising the steps? Also what do you think would be a good number? I'm finally starting to make some chips, (and breaking end mills) but my Z axis seems a little off. When I tuned it, the indicator was on and repeatable. BTW, I ordered an MPG. They finally posted them on the Acorn page. That will hopefully help in setup for parts.
Regards,
Doug
I was looking thru the forum and found this post by Keith: http://centroidcncforum.com/viewtopic.php?f=60&t=1801. Please let me know your thoughts on this. Do you think our machines will benefit by raising the steps? Also what do you think would be a good number? I'm finally starting to make some chips, (and breaking end mills) but my Z axis seems a little off. When I tuned it, the indicator was on and repeatable. BTW, I ordered an MPG. They finally posted them on the Acorn page. That will hopefully help in setup for parts.
Regards,
Doug
I think the big take away from what Keith is trying to say is that more steps = smoother motion, which is very true with a stepper motor.
(skip ▼ and read the last bit for an actual answer)
Remember that steppers are nothing like a conventional motor and they "cog" instead of rotating smoothly (you can easily feel this when you rotate one by hand when it's not powered). The more "cogs" you have per rev (steps per rev) the smoother the motion will appear. Think of it as frame rate for a video, a picture is simply being displayed for a short time (like 1/60sec for a 60FPS (Frames Per Second) video) then it's being replaced with another VERY similar picture. The time between pictures is SO SMALL and the picture is SO similar that it appears to be fluid and continuous. The motor is similar, it's moving to a discrete step (a picture) and waiting a certain amount of time (FPS) to move to the next step (the next picture). The closer the steps are together (the more similar that two pictures are), and the lower the time between steps (FPS) the smoother the motion appears. Now, to control RPM, the drive increases or decreases the time between steps. As that time decreases the motor lingers longer at a certain step, like a picture being displayed for to long for a video), and as the time gets to large, the motor will noticeably "jerk" to the next position.
Now that that is cleared up (this guy talks to much and doesn't make ANY sense), you can see why more steps = smoother. HOWEVER (oh crap more talking), more steps = less torque. So it's balancing game. My 940 from the factory was set to 1600 and you can sertianly see it get "jerky" down around 3 IPM. When I get mine back together I'm going to change it from 1600 steps/rev to 2000 steps/rev to see if it moves smoother, and I can keep my current speed and acceleration. If I loose speed, I'm probably going to move it back to 1600.
PZ
(skip ▼ and read the last bit for an actual answer)
Remember that steppers are nothing like a conventional motor and they "cog" instead of rotating smoothly (you can easily feel this when you rotate one by hand when it's not powered). The more "cogs" you have per rev (steps per rev) the smoother the motion will appear. Think of it as frame rate for a video, a picture is simply being displayed for a short time (like 1/60sec for a 60FPS (Frames Per Second) video) then it's being replaced with another VERY similar picture. The time between pictures is SO SMALL and the picture is SO similar that it appears to be fluid and continuous. The motor is similar, it's moving to a discrete step (a picture) and waiting a certain amount of time (FPS) to move to the next step (the next picture). The closer the steps are together (the more similar that two pictures are), and the lower the time between steps (FPS) the smoother the motion appears. Now, to control RPM, the drive increases or decreases the time between steps. As that time decreases the motor lingers longer at a certain step, like a picture being displayed for to long for a video), and as the time gets to large, the motor will noticeably "jerk" to the next position.
Now that that is cleared up (this guy talks to much and doesn't make ANY sense), you can see why more steps = smoother. HOWEVER (oh crap more talking), more steps = less torque. So it's balancing game. My 940 from the factory was set to 1600 and you can sertianly see it get "jerky" down around 3 IPM. When I get mine back together I'm going to change it from 1600 steps/rev to 2000 steps/rev to see if it moves smoother, and I can keep my current speed and acceleration. If I loose speed, I'm probably going to move it back to 1600.
PZ
PZ,
Thanks for the reply. I agree there should be a balance so you're not losing too much torque. Mine was also set to 1600 from the factory, but i'm going to bump mine up to 2000 too and see how it goes. Are you making the same mods as Jake did with a motor/bearing upgrade and convert to belt and pulley? I had my speed set to 3125 in a program and it ran at 3000. I didn't get a chance to check it yet, but i'm afraid i'll have to upgrade too. Oh well...
Regards,
Doug
Thanks for the reply. I agree there should be a balance so you're not losing too much torque. Mine was also set to 1600 from the factory, but i'm going to bump mine up to 2000 too and see how it goes. Are you making the same mods as Jake did with a motor/bearing upgrade and convert to belt and pulley? I had my speed set to 3125 in a program and it ran at 3000. I didn't get a chance to check it yet, but i'm afraid i'll have to upgrade too. Oh well...
Regards,
Doug
Let us know how it goes when switching to 2000. I think everything will be just fine, especially if you're okay with lowering your rapids a bit.
I am making the same mods as Jake. My mill was always ±30rpm from what I called for, according to my HF optical tach, so that was no problem. The real reason I'm converting is to make it a bit quieter, and to get more RPM. I've been running some smaller tools, and I would like to be able to spin them the appropriate speed. Also, I think it will be much easier to do a PDB with this setup...
PZ
I am making the same mods as Jake. My mill was always ±30rpm from what I called for, according to my HF optical tach, so that was no problem. The real reason I'm converting is to make it a bit quieter, and to get more RPM. I've been running some smaller tools, and I would like to be able to spin them the appropriate speed. Also, I think it will be much easier to do a PDB with this setup...
PZ
Hey Guys,
I've been able to get out in the garage and work with the mill. I'm getting frustrated though. I've been trying to cut out the spanner wrench that's listed in the one forum post. I thought that would be a good and fairly straight forward cut. I've snapped several 3/16' end mills now and some of them were from learning the mill on speeds and feeds, but I've got some weird wobbling or vibration that happens sometimes. I don't think it's chatter. Have you experienced anything weird like that with the stock spindle/motor? I know you all are modifying the spindle/motor setup to get a better system. I'm starting to regret getting this mill. It seems like every turn that something needs to be upgraded or fixed. If you all have any suggestions, i'd appreciate the advice.
On another note, I contacted the guy who was going to make the cnc axis parts for me before I decided to go with the turnkey system. He's going to be making some belt drive kits for the 940. He says the quill will be functional, but it will take a new splined shaft. He goes by Arizonavideo99 on you tube. Looks like he does some nice work. Check him out on you tube.
Well i'll see if I can get this cut out without breaking some more end mills. But I think it's going to be a challenge,
Regards,
Doug
I've been able to get out in the garage and work with the mill. I'm getting frustrated though. I've been trying to cut out the spanner wrench that's listed in the one forum post. I thought that would be a good and fairly straight forward cut. I've snapped several 3/16' end mills now and some of them were from learning the mill on speeds and feeds, but I've got some weird wobbling or vibration that happens sometimes. I don't think it's chatter. Have you experienced anything weird like that with the stock spindle/motor? I know you all are modifying the spindle/motor setup to get a better system. I'm starting to regret getting this mill. It seems like every turn that something needs to be upgraded or fixed. If you all have any suggestions, i'd appreciate the advice.
On another note, I contacted the guy who was going to make the cnc axis parts for me before I decided to go with the turnkey system. He's going to be making some belt drive kits for the 940. He says the quill will be functional, but it will take a new splined shaft. He goes by Arizonavideo99 on you tube. Looks like he does some nice work. Check him out on you tube.
Well i'll see if I can get this cut out without breaking some more end mills. But I think it's going to be a challenge,
Regards,
Doug