- Joined
- Jun 12, 2014
- Messages
- 4,812
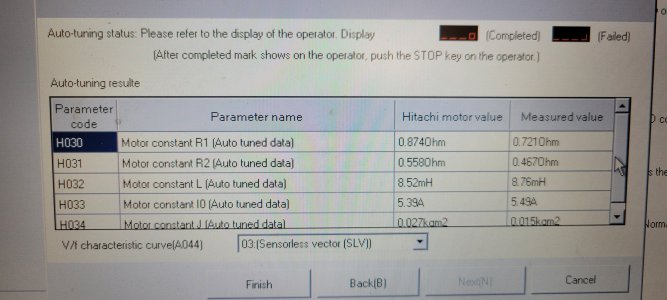
Brake resister ohms is generic, it is not specific to the actual resistor attached. software is buggy, other VFD manufacture's software is much better as well as updated. Had problems with the software years ago and spoke to the US Hitachi rep. said change was very slow over in Japan. A few other parameters are different when using the VFD keypad vs. software. Motor overload is % on keypad, Amps via software and a few other things.





")