- Joined
- Jan 31, 2016
- Messages
- 11,478
On your Y axis ? Is your table clamped ?About 15 thou over an inch.

On your Y axis ? Is your table clamped ?About 15 thou over an inch.
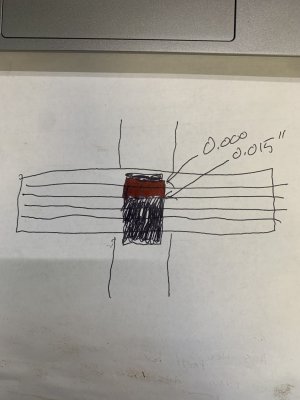
Yes y axis. The part ends up with a taper high on the fixed jaw and low on the moving jaw. The table was not clamped. I was only taking about 10 to 15 thou cuts in aluminum though. I know locking the table is recommended but I figured it was not required for light cuts?On your Y axis ? Is your table clamped ?
hopefully that’ ls a little more clear. This is off of the milled piece measurements after milling the top and rotating 180* and milling again so it’s likely a compounded number.Can you drew a diagram of what you're getting ? Haven't had my coffee yet !
Yes to all that.If I'm reading all this correctly, the problem is with the vise. Most likely the part is cocking in the vise as you tighten. Less likely, the bed of the vise is not parallel to the table.
To be clear, the part is set on parallels in the vise and you are milling the top of the part. You are getting a taper in thickness from front to back (along the y axis)? How wide is the stock, what is the diameter of the cutter?
Put your indicator on the top surface of the part near the edge closest to you. Watch the indicator as you tighten the vise.Yes to all that.
The stock is a scrap of aluminum at about 1.1”. Using a 1/2” 2 flute endmill
Will doPut you indicator on the top surface of the part near the edge closest to you. Watch the indicator as you tighten the vise.
Also, when you mill your next test piece, indicate the surface along the y-axis after you mill it to see if it indicates that it's flat.Put your indicator on the top surface of the part near the edge closest to you. Watch the indicator as you tighten the vise.