

Hi guys new to the forum and this is my first post so bear with me.
TLDR: Help with speed and feeds of a 4 insert cutter on a bridgeport milling machine on low alloy steel
Looking for some advice with speeds and feeds and general help with using a bridgeport milling manchine.
Advice such as how to tell how well material is cutting (noise, vibration, heat, finish etc)
What tools are best for what job in general? Like material removal, Finish, precision etc
So my problem that im asking about is im currently machining 16x low alloy steel blocks im removing material ready for its next stage of grinding attached is a video that i think will help show the cutting at the moment better than i could describe....
Edit: video wont upload but yea my problem is a lot of heat is being generated and a lot of noise (not allowed to use coolant) and i don't know if this is cutting correctly or not?
but yea my problem is a lot of heat is being generated and a lot of noise (not allowed to use coolant) and i don't know if this is cutting correctly or not?
Cutter is a 4 teeth (4 inserts)
Cutter speed: 550
Traverse speed:100 (now on 125)
High range and high speed (switches on the head)
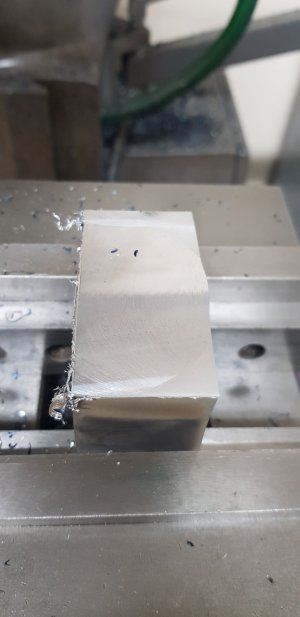
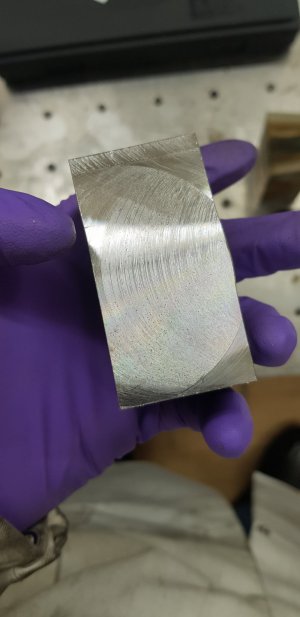
Picture of blocks finish in vice is with brand new tips on the cutter. Picture in my hand is a finish after the cutters done one block.
Thanks in advance for any help
TLDR: Help with speed and feeds of a 4 insert cutter on a bridgeport milling machine on low alloy steel
Looking for some advice with speeds and feeds and general help with using a bridgeport milling manchine.
Advice such as how to tell how well material is cutting (noise, vibration, heat, finish etc)
What tools are best for what job in general? Like material removal, Finish, precision etc
So my problem that im asking about is im currently machining 16x low alloy steel blocks im removing material ready for its next stage of grinding attached is a video that i think will help show the cutting at the moment better than i could describe....
Edit: video wont upload
but yea my problem is a lot of heat is being generated and a lot of noise (not allowed to use coolant) and i don't know if this is cutting correctly or not?Cutter is a 4 teeth (4 inserts)
Cutter speed: 550
Traverse speed:100 (now on 125)
High range and high speed (switches on the head)
Picture of blocks finish in vice is with brand new tips on the cutter. Picture in my hand is a finish after the cutters done one block.
Thanks in advance for any help
Attachments


Last edited:



