- Joined
- Nov 10, 2013
- Messages
- 837
I don't have access to my photos at the moment but I used a graduated nut from a Bridgeport quill stop similar to this one on Ebay: https://www.ebay.com/itm/Bridgeport...272428?hash=item2615c951ac:g:OIoAAOSwuG1celjH
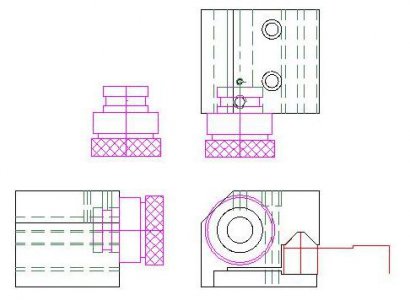
The nut is already threaded 1/2-20 and graduated for .05" per revolution. I've made carriage stops for three different lathes using these. You trap the nut in the carriage stop body and when you rotate the nut the threaded shaft moves in and out of the body just like a factory adjustable carriage stop does.
The nut is already threaded 1/2-20 and graduated for .05" per revolution. I've made carriage stops for three different lathes using these. You trap the nut in the carriage stop body and when you rotate the nut the threaded shaft moves in and out of the body just like a factory adjustable carriage stop does.