How did it turn out? Are you happy with the result? Any tips you want to pass along?
Pitting normally would not be serious enough to warrant a re-grind but yours must have been really severe
-Mark
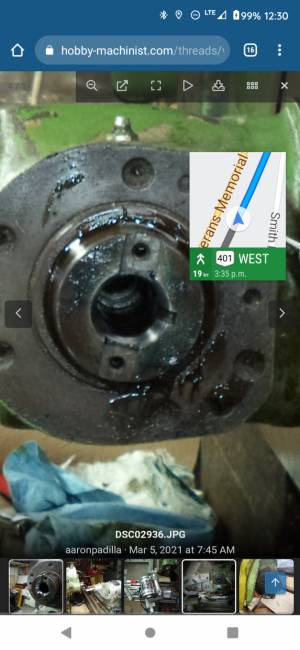
The runout was bad, I have tried to pass it to prussian blue and scrap the high spots but I got a worse runout, I think it was very distorted, for some reason the taper was hit pretty hard and the key was just crushed over it. check photos
About result, I am pretty happy, my runout is gone, the prussian blue says that the angle is good, the only problem are some mini-slots in the most external part of taper from my first try but I gonna live with, the most I pass the stone, the wider the taper is so I prefer let it this way.
My tips:
May be this is a begginer error but check my stone, you have to be careful about the shape, you better to remove a few mils of the body, to use only 5-6 mm of the tip, my first try was with a complete stone and that made a sort of chatter.
Check that spindle is perfectly horizontal with respect to compound, I did it from the inside, advancing the compound with the feeler dial.
Center vertically your grinder the best you can, I did it holding a dead center in the spindle and a small drill bit in the grinder
Check that dovetail of compound is tight.
I got the taper angle using a good spot on the spindle and following it with the feeler dial (perfectly centered vertically), moving the compound and adjusting the compound angle until I got no deflection on dial, but may be there are better techniques.
Very important: Dress your stone moving the compound once it is to the desired angle and centered (vertical), I have scraped some other pieces trying to dress my stone otherwise, but it is just my experience.
Use the locks on your mill to be sure that only the compounds is moving while grinding.
Have fun!







")