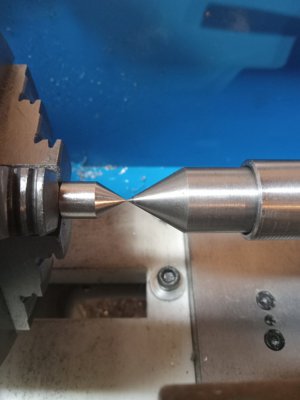
Your tail stock isn't resting on the V-shape part of the bed. It is probably way to high so if you drill, your holes are a bit tapered and wider at the beginning. Also turning using a live center or between centers could be a problem.
I think the cause is the hold-down plate. Unscrew the hold-down plate and check it it gets better. If so, try all 4 positions and check if the problem is solved.
A 0.0005" taper over 6" is quit good, I would be pleased with that.
0.0005" runout of a turned part should be better. You should check the play of your spindle bearings. Only if the lathe has conical or contact angle bearings, the play can be reduced by tightening (preloading) the double nut or split nut at the back of the spindle. If you tighten them to fast, your bearings wear faster. You can check this by removing the drive belt and rotate the spindle by hand. If it takes slightly more force to rotate the spindle, you over tightened the nut. You can tighten the nut by your fingers, no tool needed. After the preload is OK, you can lock the nut using the second nut or the 2 bolts on the split nut. After that, check if the spindle still rotates freely.
I think the cause is the hold-down plate. Unscrew the hold-down plate and check it it gets better. If so, try all 4 positions and check if the problem is solved.
A 0.0005" taper over 6" is quit good, I would be pleased with that.
0.0005" runout of a turned part should be better. You should check the play of your spindle bearings. Only if the lathe has conical or contact angle bearings, the play can be reduced by tightening (preloading) the double nut or split nut at the back of the spindle. If you tighten them to fast, your bearings wear faster. You can check this by removing the drive belt and rotate the spindle by hand. If it takes slightly more force to rotate the spindle, you over tightened the nut. You can tighten the nut by your fingers, no tool needed. After the preload is OK, you can lock the nut using the second nut or the 2 bolts on the split nut. After that, check if the spindle still rotates freely.